



Frezarka 300x250x120, konstrukcja skręcana.



")
-
bioli68
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
pascalPL i kak dzięki za rady.
Bardzo mi to ułatwiło konfigurację.
Teraz mam kolejny kłopot.
1) Chciałbym sobie wyfrezować porządne mocowanie do wrzeciona w 2cm aluminium. Jaki frez do tego zastosować? Jaka średnica, no i jakie obroty ustawić na moim 1,5 kW chińczyku? Jaką szybkość przesuwu i głębokość?
2) Docelowo najwięcej będę wycinał w drewnie (z deski o grubości 2 cm) elementy o długości ok 4cm i szerokości 1cm. Powierzchnia półokrągła, ciągła i gładka. Drewno bardzo miękkie. Jaki polecacie frezy do tego, no i jakie parametry maszyny mam ustawić?
Bardzo mi to ułatwiło konfigurację.
Teraz mam kolejny kłopot.
1) Chciałbym sobie wyfrezować porządne mocowanie do wrzeciona w 2cm aluminium. Jaki frez do tego zastosować? Jaka średnica, no i jakie obroty ustawić na moim 1,5 kW chińczyku? Jaką szybkość przesuwu i głębokość?
2) Docelowo najwięcej będę wycinał w drewnie (z deski o grubości 2 cm) elementy o długości ok 4cm i szerokości 1cm. Powierzchnia półokrągła, ciągła i gładka. Drewno bardzo miękkie. Jaki polecacie frezy do tego, no i jakie parametry maszyny mam ustawić?
-
 Zienek
Zienek
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 3725
- Rejestracja: 13 gru 2008, 19:32
- Lokalizacja: Szczecin
- Kontakt:
Część robocza powinna być dłuższa niż grubość materiału.
Np tu jest http://allegro.pl/frez-cnc-z-weglika-sr ... 80391.html
Gaspar mnie przyuczył do korzystania z jednoostrzowych.
Ja w osobistym przyborniku nie mam takich długich frezów.
Btw - jak masz Chińczyka, to robisz dwie obejmy, czy jedną? Ja jestem "w trakcie" robienia dwóch obejm na 80mm mokrego 1.5kW z formatki 15mm, z czego po planowaniu wyjdzie mi ok 14mm grubości.
Np tu jest http://allegro.pl/frez-cnc-z-weglika-sr ... 80391.html
Gaspar mnie przyuczył do korzystania z jednoostrzowych.
Ja w osobistym przyborniku nie mam takich długich frezów.
Btw - jak masz Chińczyka, to robisz dwie obejmy, czy jedną? Ja jestem "w trakcie" robienia dwóch obejm na 80mm mokrego 1.5kW z formatki 15mm, z czego po planowaniu wyjdzie mi ok 14mm grubości.
Ostatnio zmieniony 18 mar 2013, 09:18 przez Zienek, łącznie zmieniany 1 raz.
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
bioli68
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
Na mojego chińczyka o średnicy 80mm planuję dwie obejmy aluminiowe z formatki o grubości 20mm.
Zienek napisał:
Zienek napisał:
Czy frez o średnicy 6mm nie będzie zbyt gruby?Np tu jest http://allegro.pl/frez-cn...3087480391.html
-
bioli68
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
LinuxCNC - pomocy
Narysowałem sobie coś w Rhino i zapisałem jako .stp. Następnie otworzyłem Heeks'a, utworzyłem ścieżki i wybrałem typ Linux G-code. Wszystko się wygenerowało, więc otworzyłem LinuxCNC i wgrałem G-code. Program pomielił, pomielił i wyrzucił komunikat:
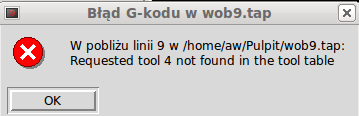
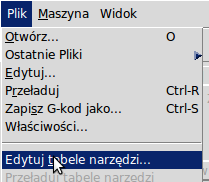
Z tego co zrozumiałem to pluje się o jakieś narzędzie. Wszedłem do tabeli:
I dodałem coś takiego na czwartej pozycji:
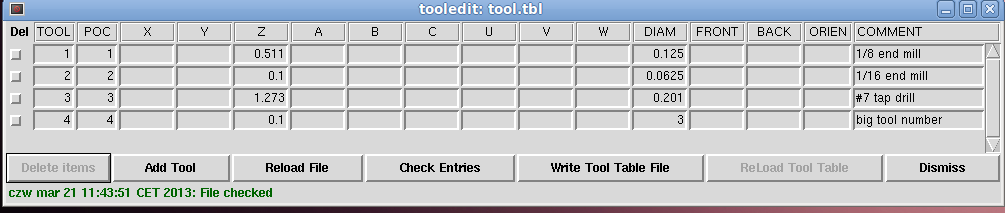
Niestety nic się zmieniło. dalej mam komunikat o błędzie.
Fragment kodu w którym czepia się narzędzia jest taki:
Z tego co zrozumiałem to pluje się o jakieś narzędzie. Wszedłem do tabeli:
I dodałem coś takiego na czwartej pozycji:
Niestety nic się zmieniło. dalej mam komunikat o błędzie.
Fragment kodu w którym czepia się narzędzia jest taki:
- (Test program)
N10 G90 (Absolute Coordinates)
N20 G21 (Metric Values)
N30 G17 (Select XY Plane)
N40 (Feeds and Speeds set for machining Please select a material to machine)
N50 G10 L1 P1 R1.500 Z15.000
N60 G10 L1 P2 R1.500 Z15.000
N70 G10 L1 P3 R1.500 Z15.000
N80 G10 L1 P4 R1.500 Z15.000
N90 G10 L1 P5 R1.500 Z15.000
N100 G10 L1 P6 R5.000 Z50.000
N110 G10 L1 P7 R6.350 Z127.000
N120 G10 L1 P8 R2.000 Z20.000
N130 G10 L1 P9 R10.000 Z100.000
N140 (G54)
N150 G54 (Select Relative Coordinate System)
N160 (tool change to 3 mm Carbide End Mill)
N170 T3 M06
N180 G00 X-1.567 Y-1.546 S7000.0 M03
N190 G00 Z7.657
N200 G01 Z5.141 F100.000
N210 G01 X34.569 Y-1.546 Z5.141 F840.000
N220 G01 X34.569 Y-0.577 Z5.141 F840.000
N230 G01 X34.469 Y-0.577 Z5.141 F840.000
N240 G01 X34.269 Y-0.577 Z5.657 F100.000
N250 G01 X-1.367 Y-0.577 Z5.657 F840.000
N260 G01 X-1.567 Y-0.577 Z5.141 F100.000
N270 G01 X-1.567 Y0.393 Z5.141 F840.000
N280 G01 X-1.467 Y0.393 Z5.657 F100.000
N290 G01 X34.469 Y0.393 Z5.657 F840.000
N300 G01 X34.569 Y0.393 Z5.141 F100.000
N310 G01 X34.569 Y1.362 Z5.141 F840.000
N320 G01 X34.469 Y1.362 Z5.657 F100.000
-
 pascalPL
pascalPL
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 7
- Posty: 546
- Rejestracja: 10 cze 2011, 14:19
- Lokalizacja: Lublin
Zapisz tabele narzędzi, sprawdz czy załaduje ci zapisaną wraz z nowym narzędziem pod id=4. Jeżeli tak to "przeładuj tabelę narzędzi", masz w menu plik taką opcję poniżej "edycji". Albo wyłącz i włącz LinuxCNC.
U mnie takie działanie, zawsze rozwiązuje problem z brakiem definicji narzędzia w tabeli narzędzi.
U mnie takie działanie, zawsze rozwiązuje problem z brakiem definicji narzędzia w tabeli narzędzi.
-
bioli68
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 65
- Posty: 83
- Rejestracja: 13 gru 2012, 21:36
- Lokalizacja: Myślenice
Automatyczna wymiana narzędzia
Zastanawiam się nad tym czy można by było zastosować jakiś patent do mokrego chińczyka z tuleją ER11, który by mi dawał możliwość zmiany narzędzia. W tej chwili biorę w łapę dwa klucze płaskie i przekręcam tulejkę z odpowiednim frezem i mam pewne obawy czy gwint w chińczyku długo wytrzyma.
Nie mam doświadczenia z tego typu rozwiązaniami, na allegro znalazłem coś takiego:

Można to jakoś dopasować?
Nie mam doświadczenia z tego typu rozwiązaniami, na allegro znalazłem coś takiego:
Można to jakoś dopasować?






