




Nie gadaj głupot. Tokarka do metalu bez przelotu przez wrzeciono ma mniej niż połowę funkcjonalności. Jeżeli się pospieszyłeś i coś zleciłeś bez zastanowienia się, to za gapowe się płaci.
Zrozum - toczenie odbywa się głównie tuż przy uchwycie, na odległości nie większej jak 3 razy średnica zaciśniętego materiału. Bardzo często trzeba obrabiać tylko końcówkę dłuższego przedmiotu - a kombinacje z konikiem są upierdliwe. Materiał musisz ręcznie ciąć na krótkie kawałki, odpadu masz trzy razy tyle.
Tokarka modelarska manualna - pytania ogólne


-
Krystian
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 78
- Posty: 97
- Rejestracja: 25 sie 2005, 22:16
- Lokalizacja: Poznań
MlKl,
Masz rację... !
Wziąłem sobie to do serca i napisałem do kolegi czy nie zrobili byśmy jeszcze raz od zera wrzeciennika, i całe szczęście się zgodził... !
No to teraz bardziej techniczna kwestia, w opisie uchwytu pisze że przelot wynosi fi 16mm więc czy można zrobić tak że od strony uchwytu dam łożysko o śr. wew. 30mm a od strony koła pasowego śr. wew. 25mm... ?
Nie urwie się nic... ? Od strony uchwytu ścianka wału miała by grubość około 7mm zaś od strony koła pas. miała by 4,5mm wydaje mi się trochę mało.
Masz rację... !
Wziąłem sobie to do serca i napisałem do kolegi czy nie zrobili byśmy jeszcze raz od zera wrzeciennika, i całe szczęście się zgodził... !
No to teraz bardziej techniczna kwestia, w opisie uchwytu pisze że przelot wynosi fi 16mm więc czy można zrobić tak że od strony uchwytu dam łożysko o śr. wew. 30mm a od strony koła pasowego śr. wew. 25mm... ?
Nie urwie się nic... ? Od strony uchwytu ścianka wału miała by grubość około 7mm zaś od strony koła pas. miała by 4,5mm wydaje mi się trochę mało.
-
Krystian
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 78
- Posty: 97
- Rejestracja: 25 sie 2005, 22:16
- Lokalizacja: Poznań
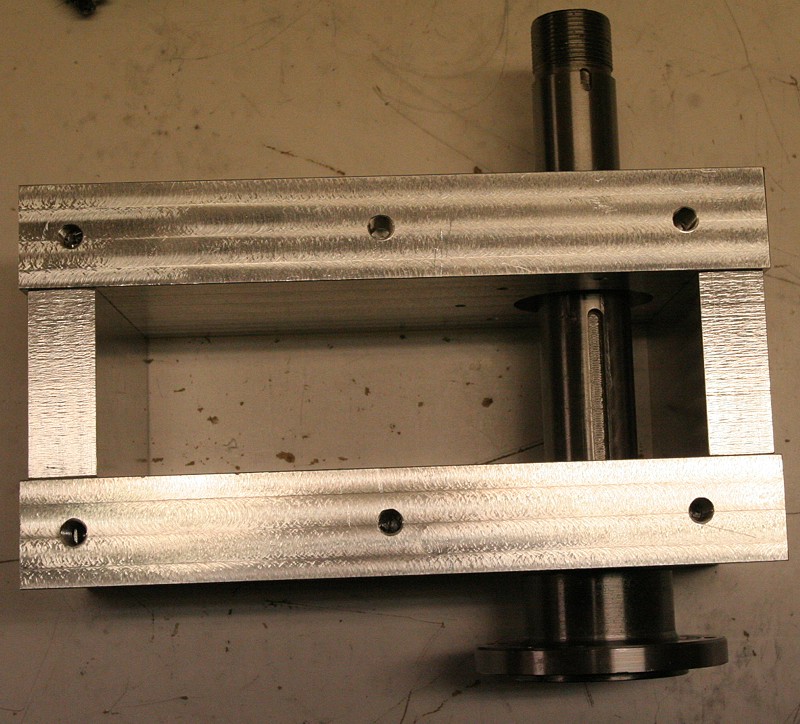
No więc drodzy koledzy postanowiłem iż od strony uchwytu dam łożysko 32007 czyli w tym miejscu wał będzie miał 35mm średnicy a od strony koła pasowego 32006 co da nam w tym miejscu średnicę wału 30mm...
Nie wiem ale osobiście sądzę że skoro robię kolejny korpus wrzeciona i za chwilę wał, to może nie robić wszystkiego na styk lecz dać te łożyska które wymieniłem powyżej... ? Co sądzicie o takim pomyśle... ?
Nie wiem ale osobiście sądzę że skoro robię kolejny korpus wrzeciona i za chwilę wał, to może nie robić wszystkiego na styk lecz dać te łożyska które wymieniłem powyżej... ? Co sądzicie o takim pomyśle... ?
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 31
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Do czego stożek jest potrzebny w tokarce z pewnością wiesz ,generalnie do mocowania kła przy toczeniu np długich wałków i różnych narzędzi, trzpieni, itd.
We wrzecionach stosuje się często gniazda ze stożkiem skróconym
http://en.wikipedia.org/wiki/Machine_taper ,
http://www.scribd.com/doc/17831055/Tape ... er-Turning (co i jak)
takim jaki wychodzi przy zastosowanym przelocie. Zresztą pełny nie jest potrzebny. Dlatego grubość wrzeciona między tarczą a pierwszym łożyskiem jest zazwyczaj większa niż reszta wrzeciona jak np tu

http://www.anderswallin.net/2006/10/a-n ... -cnc-mill/
przy amatorskim wykonaniu toczenie ze skręconymi na obrotnicy sankami narzędziowymi, podobnie jak ten zewnętrzny.
Można też tak przeszlifować jeśli jest czym


Pasowanie do kła na tusz.
We wrzecionach stosuje się często gniazda ze stożkiem skróconym
http://en.wikipedia.org/wiki/Machine_taper ,
http://www.scribd.com/doc/17831055/Tape ... er-Turning (co i jak)
takim jaki wychodzi przy zastosowanym przelocie. Zresztą pełny nie jest potrzebny. Dlatego grubość wrzeciona między tarczą a pierwszym łożyskiem jest zazwyczaj większa niż reszta wrzeciona jak np tu
http://www.anderswallin.net/2006/10/a-n ... -cnc-mill/
przy amatorskim wykonaniu toczenie ze skręconymi na obrotnicy sankami narzędziowymi, podobnie jak ten zewnętrzny.
Można też tak przeszlifować jeśli jest czym
Pasowanie do kła na tusz.
pozdrawiam,
Roman
Roman
-
Krystian
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 78
- Posty: 97
- Rejestracja: 25 sie 2005, 22:16
- Lokalizacja: Poznań
Ok... 
Wyszło mi coś takiego... De fakto przy moich gabarytach wału najbardziej adekwatnym okazał się B22, ale nie wiem czy nie jest to za duże jak na małą maszynę... ?
Czy może po prostu zmniejszyć łożyska z przód 35<>30 tył, na 30<>25 a co za tym idzie odchudzić wał no i zastosować B16... ? Nie wiem czemu ale mam obawy co do wagi tego wału, zapewne będzie dość ciężki a czy to nie wpłynie negatywnie na konstrukcję wrzeciona a także jego obroty... ?

Tylko teraz jeszcze takie pytanie, rozumiem że z tego stożka korzysta się przy zdjętym uchwycie tokarskim... ?
Wyszło mi coś takiego...
Czy może po prostu zmniejszyć łożyska z przód 35<>30 tył, na 30<>25 a co za tym idzie odchudzić wał no i zastosować B16... ? Nie wiem czemu ale mam obawy co do wagi tego wału, zapewne będzie dość ciężki a czy to nie wpłynie negatywnie na konstrukcję wrzeciona a także jego obroty... ?
Tylko teraz jeszcze takie pytanie, rozumiem że z tego stożka korzysta się przy zdjętym uchwycie tokarskim... ?
-
m.j.
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
...ajajaj... nie mogłeś tego przelotu wykombinować aby miał np. 20.20mm, a nie 19.8. Przeważnie handlowe wałki to np 16mm, 20mm, 25mm itp. Jesli robisz przelot 19.8 to równie dobrze możesz zrobić o grubszej ściance i na przelot 16mm, ale lepiej zrobić tak aby wszedł wałek 20mm i to z lekkim okładem, ponieważ te 0.2mm trzeba zrobić jeszcze naddatku, aby wałek Ci bez problemu wszedł. Pomyśl aby to 19.80 w przelocie zmienić na 20.20 lub nawet dla spokojności 20.30mm
Naprawdę im większy przelot tym lepiej. Przykładowo robisz sobie gwint na końcu rurki. Jeśli masz odpowiedni przelot to łapiesz szczękami koniec rurki i przy dobrym uchwycie masz bicie wynikające tylko z niedokładności wykonania rurki (no i oczywiście jakości uchwytu ). Inaczej musisz obrabiać rurkę, która wystaje sporo poza uchwyt, a wtedy masz i spore bicie lub zabawę aby to zlikwidować oraz większe wibracje i niedokładności przy obróbce o ile nie stosujesz podtrzymek.
). Inaczej musisz obrabiać rurkę, która wystaje sporo poza uchwyt, a wtedy masz i spore bicie lub zabawę aby to zlikwidować oraz większe wibracje i niedokładności przy obróbce o ile nie stosujesz podtrzymek.
Naprawdę im większy przelot tym lepiej. Przykładowo robisz sobie gwint na końcu rurki. Jeśli masz odpowiedni przelot to łapiesz szczękami koniec rurki i przy dobrym uchwycie masz bicie wynikające tylko z niedokładności wykonania rurki (no i oczywiście jakości uchwytu
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów






