Leoo pisze:Kropka kropką ale skąd wzięło się 257?
Jakie ustawienie Kolega ma w Config->Select Native Units?
Oczywiście mm:)
No właśnie to jest zagadka , jak mówie listwy 100% M1.5:P
Zrobie jutro bazowanie poprzez tą opcje automatyczną i zobaczymy co mach rozkmini...
W każdym bądź razie na 2x3Nm brama i 3Nm na głowicy ciśnie wyborowo...
[ Dodano: 2012-06-15, 15:05 ]
A więc tak
Po wizycie przy maszynie...
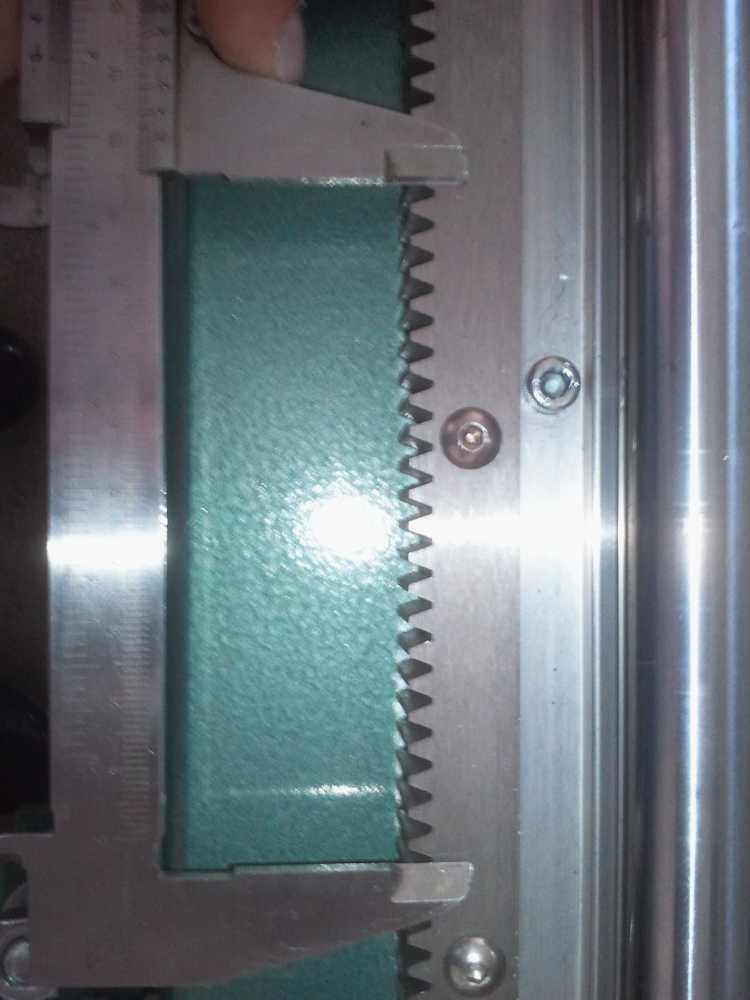
Po odczycie z listew mam M1.5
Koła zębów 12
Po pomiarze listew zębatych na 100mm listwa ma 21 zębów
Czyli 12/21 razy 100mm = ~57mm czyli tyle ile liczyłem przez PI !
Po kalibracji automatycznej osi i pomiarze przejazdu na długości 1000 i 2000mm
wyszło mi 226 i coś tam... i faktycznie teraz jesli przejade 1000 to jest 1000:)
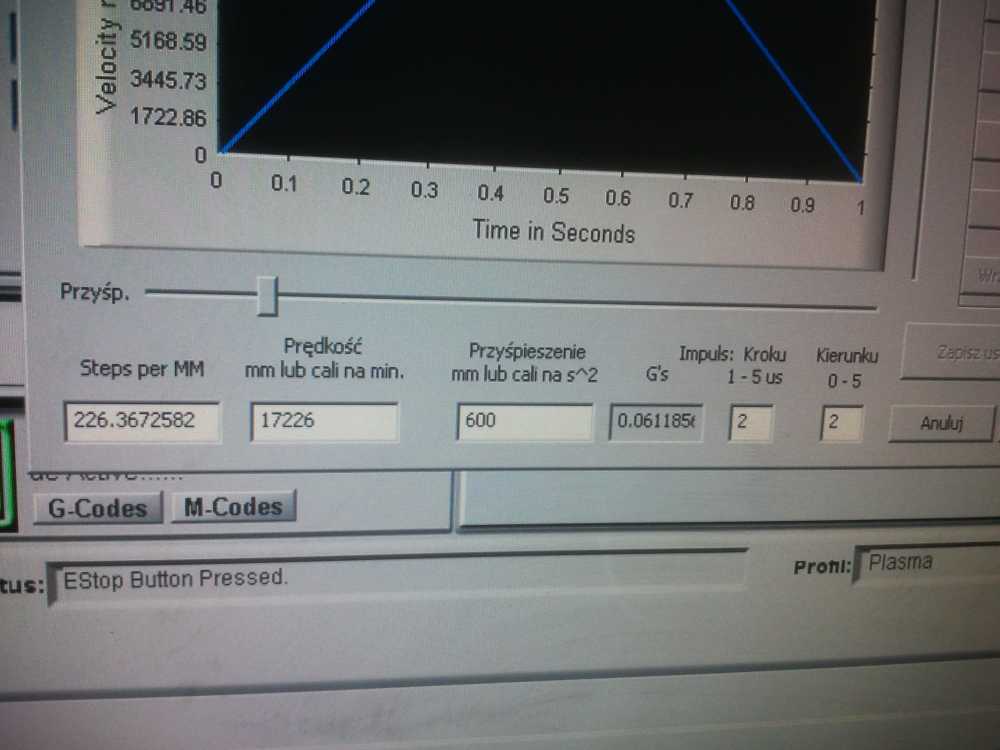
Nie wiem skąd to wychodzi programowi no ale cóż ... bo nawet 57mm co wychodzi na obrót razy 226 to wychodzi ~12800 czyli tak jak by sterownik miał podział 1/64 a nie 1/16:|||| Teraz więc to już głupi jestem:D
Zastanawiałem się jeszcze czy to nie jest może spowodowane że mam Kernel Speed ustawione na 65000Hz czy nie za dużo? ale raczej chyba powinno wyrabiać?
Następna sprawa co już mnie wk* to ustawienie pinów dla osi x i y
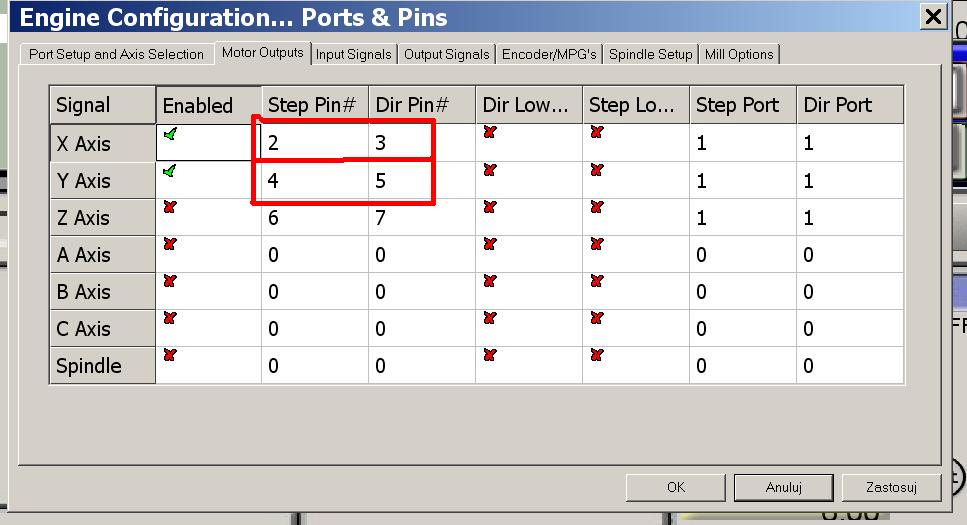
Tak miałem ustawione na początku , ale się okazało ,że w rzeczywistości x jezdzi zamiast y i na odwrót .
Wiec co ? Wrzuciłem 4,5 na góre a 2,3 na doł....
No i psia kupa , zapisałem , wartości są takie jakie podałem a osie latają jak przedtem, nie pomogło ani reset programu i komputera ani od nowa poprawna instalka macha:(
Powiem jedno.... CUDA na kiju:(




")








