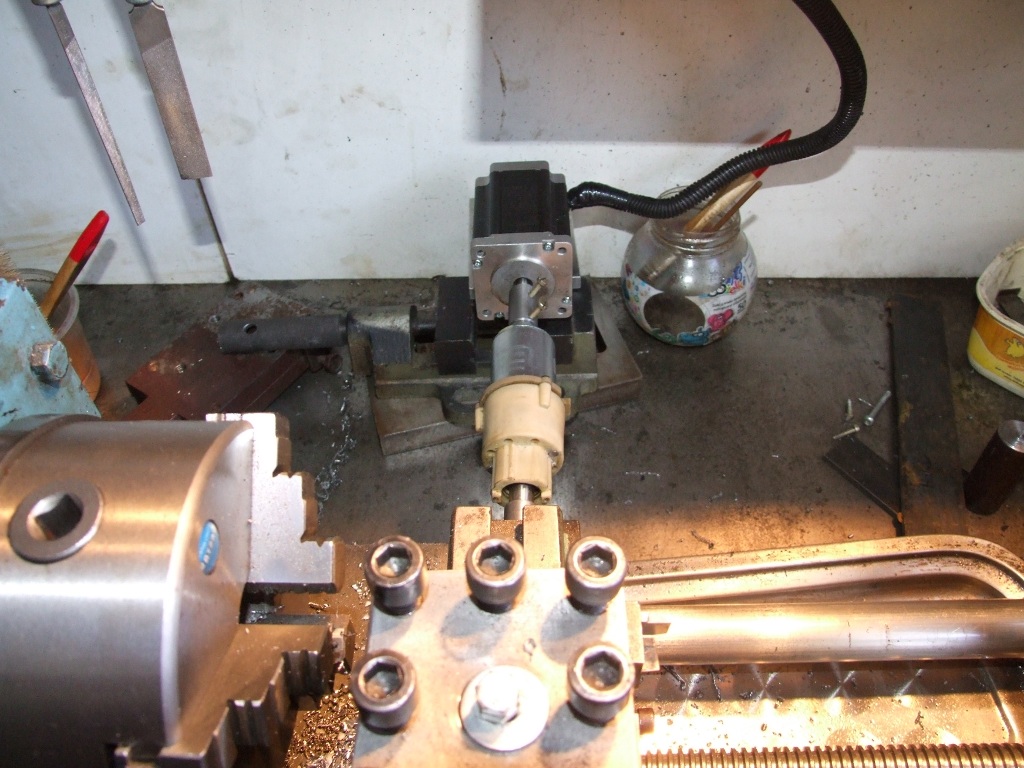
Przekładnia od silniczka wycieraczek sprawdza się znakomicie. Nie pojeżdżę sobie w prawo i lewo z ułańską fantazją, ale w robocie idzie dobrze. A ja toczę głównie detale długie max 3 cm - na takie przejazdy kosmicznych prędkości nie trzeba.
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


Z symbolem ø jest dużo więcej zabawy. I, oczywiście G7 w programie albo na sztywno w .iniArturM pisze:
w pliku glcanon.py w okolicy linii 643 mamy ifa:
i tam w tym ifie jest wypisywanie wymiarów - początkowego, końcowego i środkowego.Kod: Zaznacz cały
if view != x and g.max_extents[x] > g.min_extents[x]:
więc początkowy czyli linia 648:zamieniamy na:Kod: Zaznacz cały
f = fmt % ((g.min_extents[x] - offset[x]) * dimscale)końcowy (660):Kod: Zaznacz cały
f = fmt % ((g.min_extents[x] - offset[x]) * dimscale * 2)zamieniamy na:Kod: Zaznacz cały
f = fmt % ((g.max_extents[x] - offset[x]) * dimscale)a środkowego, czyli (672):Kod: Zaznacz cały
f = fmt % ((g.max_extents[x] - offset[x]) * dimscale * 2)nie ruszamyKod: Zaznacz cały
f = fmt % ((g.max_extensts[x] - g.min_extents[x]) * dimscale)i już.
?
Programowo - działa jak na moje potrzeby idealnie.Zbych07 pisze:Kol. MIKI wkroczył w nową epokę
Jedno pytanie.
Jak zostało rozwiązane kasowanie luzu ?

trzeba wygłuszyć pomieszczenie.... zrobić druga podłogę z izolacją dźwiękochłonnąMlKl pisze: Ciekawe, co na to sąsiedzi





")

