



Pomysłowo skonfigurowany Emc.
-
airjack
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 2
- Posty: 32
- Rejestracja: 17 wrz 2006, 10:11
- Lokalizacja: dolny śląsk
Temat postu wydaje mi się odpowiedni, czy znawcy programu mogą mi podpowiedzieć, czy LinuxCNC można skonfigurować do tokarki ze zmianą narzędzi tak jak . Czy po konfiguracji można wywoływać numery narzędzia, czy trzeba będzie do kodu dopisywać zmiany za każdym razem ręcznie? Czy lepiej darować sobie taką konstrukcję na rzecz "konwencjonalnej", wzorem specjalisty od przeróbek 


-
ter_haar
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 1
- Posty: 42
- Rejestracja: 09 mar 2009, 14:31
- Lokalizacja: poznań
nie wiem czy o to pytasz, ale zdefiniowac reczną zmianę narzędzia da się na pewno. Czyli piszesz w kodzie coś w styluairjack pisze:Temat postu wydaje mi się odpowiedni, czy znawcy programu mogą mi podpowiedzieć, czy LinuxCNC można skonfigurować do tokarki ze zmianą narzędzi tak jak . Czy po konfiguracji można wywoływać numery narzędzia, czy trzeba będzie do kodu dopisywać zmiany za każdym razem ręcznie? Czy lepiej darować sobie taką konstrukcję na rzecz "konwencjonalnej", wzorem specjalisty od przeróbek
T2M6
i w tym miejscu program sie zatrzyma i czeka na potwierdzenie, że zamontowałeś odpowiednie narzędzie.
Skoro działa zmiana ręczna, to nie widzę problemu by działało to automatycznie - ale trzeba by poczytać i poszukać.

-
airjack
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 2
- Posty: 32
- Rejestracja: 17 wrz 2006, 10:11
- Lokalizacja: dolny śląsk
Tak na logikę to wydaje mi się, że tak to powinno wyglądać, w końcu silnik od zmiany zawsze kręci się tyle samo kroków. Jak widać na filmiku jest tam też siłownik pneumatyczny, czy program może równocześnie wysyłać sygnał do sterownika takiego siłownika (lub można zastosować elektryczny), tzn czy można to opisać w jednej procedurze. Na razie teoretyzuję, bo nie znam jeszcze programu, ale za nim zdecyduje się na budowę muszę dobrać program, a po tym co koledzy z nim "wydziwiają" zwrócił moją uwagę.
Chyba zorganizuje sobie kompa do symulacji, tak będzie efektywniej.
Chyba zorganizuje sobie kompa do symulacji, tak będzie efektywniej.
")
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 43
- Posty: 17226
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
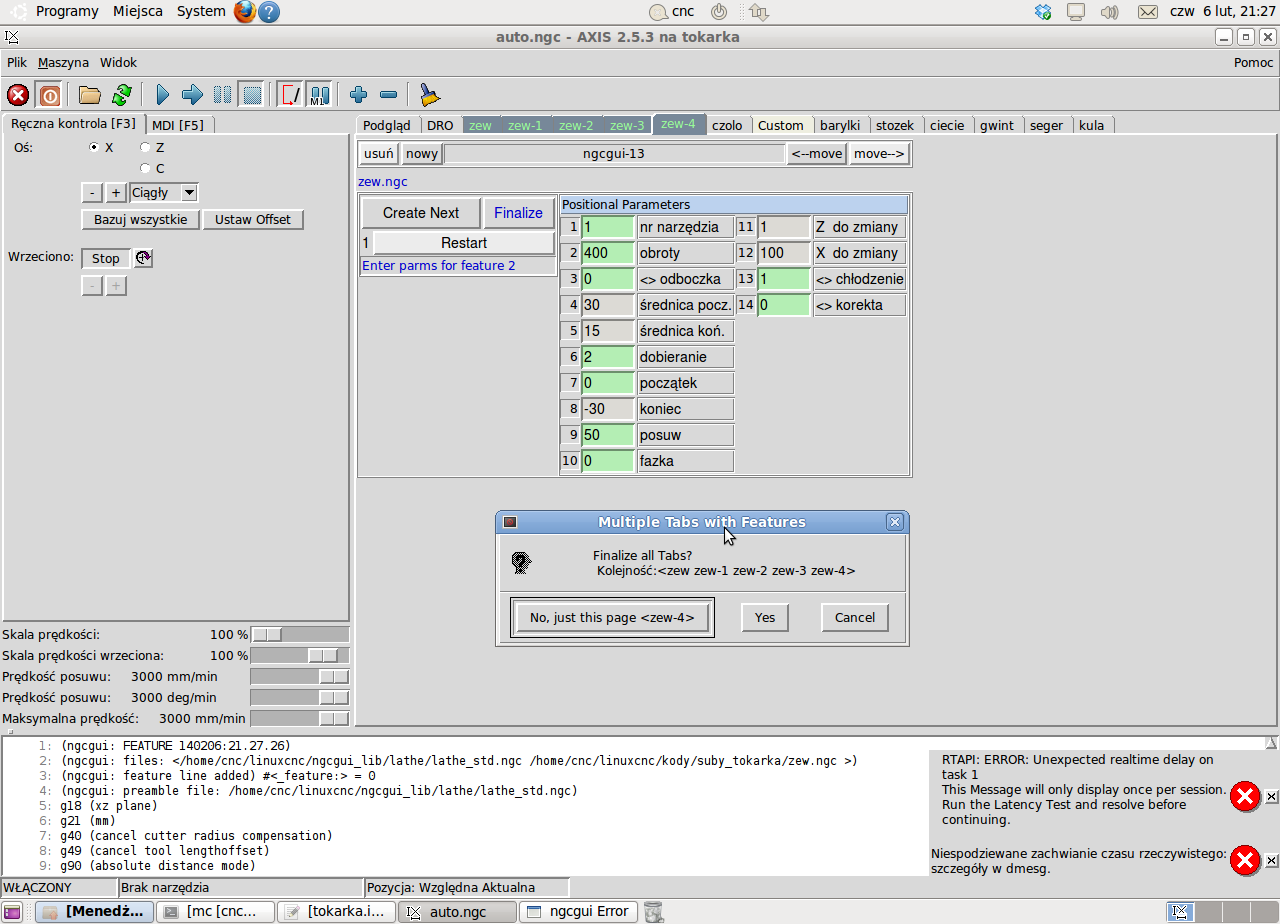
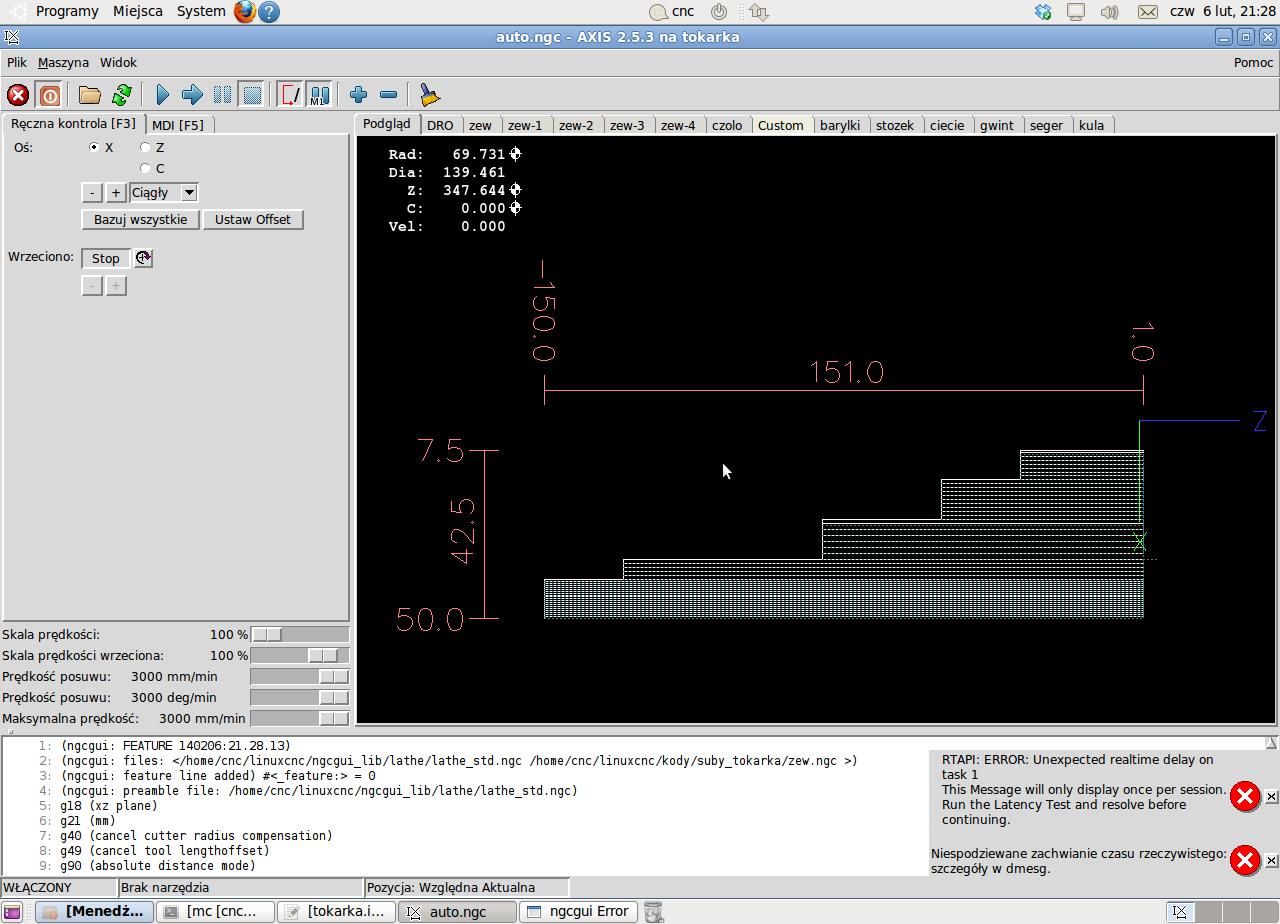
Np. tak :
Kod: Zaznacz cały
( ------------------------------ )
( Z E W N E T R Z N A )
( ------------------------------ )
( Kamar )
( Time-stamp: <2013-11-14 09:12> )
( ------------------------------ )
(info: Średnica zewnętrzna )
o<zew> sub
#<nr> = #1 (=1 nr narzędzia)
#<obr> = #2 (=400 obroty)
#<odboczka> = #3 (=0 <> odboczka)
#<sr_pocz> = #4 (=50 średnica pocz.)
#<sr_koncowa> = #5 (=30 średnica koń.)
#<dobieranie> = #6 (=2 dobieranie)
#<poczatek> = #7 (=0 początek)
#<koniec> = #8 (=-20 koniec)
#<posuw> = #9 (=50 posuw)
#<fazka> = #10 (=0 fazka)
#<w_z> = #11 (=5 Z do zmiany)
#<w_x> = #12 (=20 X do zmiany)
#<woda> = #13 (=1 <> chłodzenie)
#<korekta> = #14 (=0 <> korekta)
o20 if [#<w_z> lt #<poczatek> or #<w_x> lt #<sr_koncowa>]
(msg, KOLIZJA ! zły wyjazd)
M30
o20 endif
M6 T#<nr> G43
o2 if [#<odboczka> eq 1]
#<obr> = [#<obr> * 8]
o2 endif
g61 g80
m3 s#<obr>
o1 if [#<woda> eq 1]
M8
o1 endif
g0 z[#<poczatek> + 1]
g0 x[#<sr_pocz> + 1]
o1000 if [#<korekta> eq 0]
o10 while [#<sr_pocz> gt #<sr_koncowa>]
#<sr_pocz>=[#<sr_pocz> - #<dobieranie>]
o402 if [#<sr_pocz> lt #<sr_koncowa>]
#<sr_pocz> = #<sr_koncowa>
o402 endif
g0 x#<sr_pocz>
g1 z#<koniec> f#<posuw>
g1 x[#<sr_pocz> + #<dobieranie>]
g0 z[#<poczatek> + 1]
o10 endwhile
o1000 else
g0 x#<sr_koncowa> z[#<poczatek>+1]
g1 z#<koniec> f#<posuw>
g1 x[#<sr_koncowa> + #<dobieranie>]
g0 z[#<poczatek> + 1]
o1000 endif
o100 if [#<fazka> gt 0]
g0 z[#<poczatek> + 1]
g0 x[#<sr_koncowa> - [#<fazka> * 2]]
g1 z#<poczatek> F#<posuw>
g1 z[#<poczatek> - #<fazka>] x#<sr_koncowa> f#<posuw>
g1 z[#<poczatek> - #<fazka> -0.5]
g0 x[#<sr_koncowa>+1 ]
/g0 z[#<poczatek> + 1]
o100 endif
g0 x#<w_x>
g0 z#<w_z>
o<zew> endsub





