#68
Post
napisał: clipper7 » 21 lut 2012, 17:01
Koledzy, dajcie już spokój z tym gwintem.
Prawda jest taka, że kol. Kowal używa lekko nietypowego noża w lekko nieszablonowym ustawieniu. Wszyscy często robimy podobnie i nawet jesteśmy przekonani, że tak osiągamy lepsze od standardowych efekty. Ale jest też stara zasada, że w razie kłopotów należy wrócić do "ustawień fabrycznych" jako pozycji wyjściowej. Inaczej można gdybać całe wieki.
Sięgam więc do klasyka, czyli Dudika (1985r.) i podanych przez niego zasad :
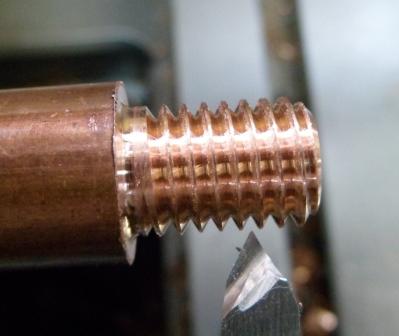
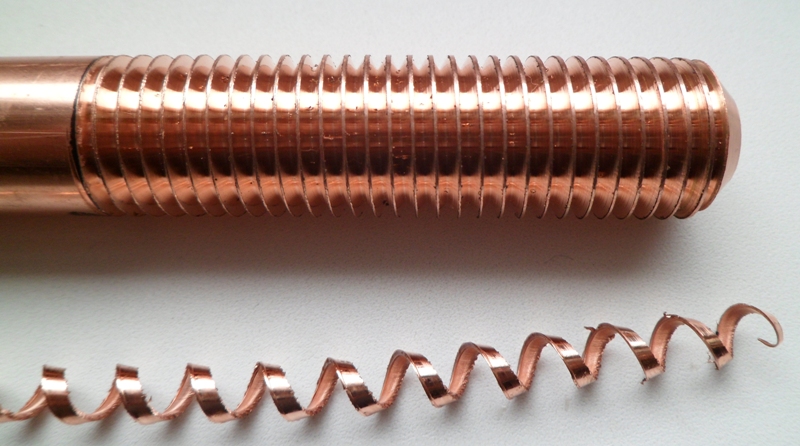
1. Jakość (dokładność i gładkość) gwintu toczonego nożem jest większa od nacinanego narzynką.
2. Nóż musi spełniać określone wymagania co do geometrii.
3. Nóż musi być ustawiony dokładnie w osi, inaczej zmieni się zarys gwintu.
4. Nóż musi być dokładnie ustawiony wzgl. przedmiotu (wzornik).
5. Wybieg gwintu wynosi ok.1,5 do 2 skoków, wycofanie zajmuje ok. 1,5 s, z czego można obliczyć obroty wrzeciona.
6. W celu uzyskania gładkiej pow. gwintu, należy wyrównać ostrze noża osełką i stosować odp. chłodzenie.
Tyle klasyk. Od spełnienia tych zasad należałoby zacząć i dopiero potem eksperymentować z poszczególnymi parametrami.
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ











")


")