[ Dodano: 2012-01-07, 08:03 ]
Wczytaj w emca jak .ngc
[ Dodano: 2012-01-07, 08:11 ]

Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
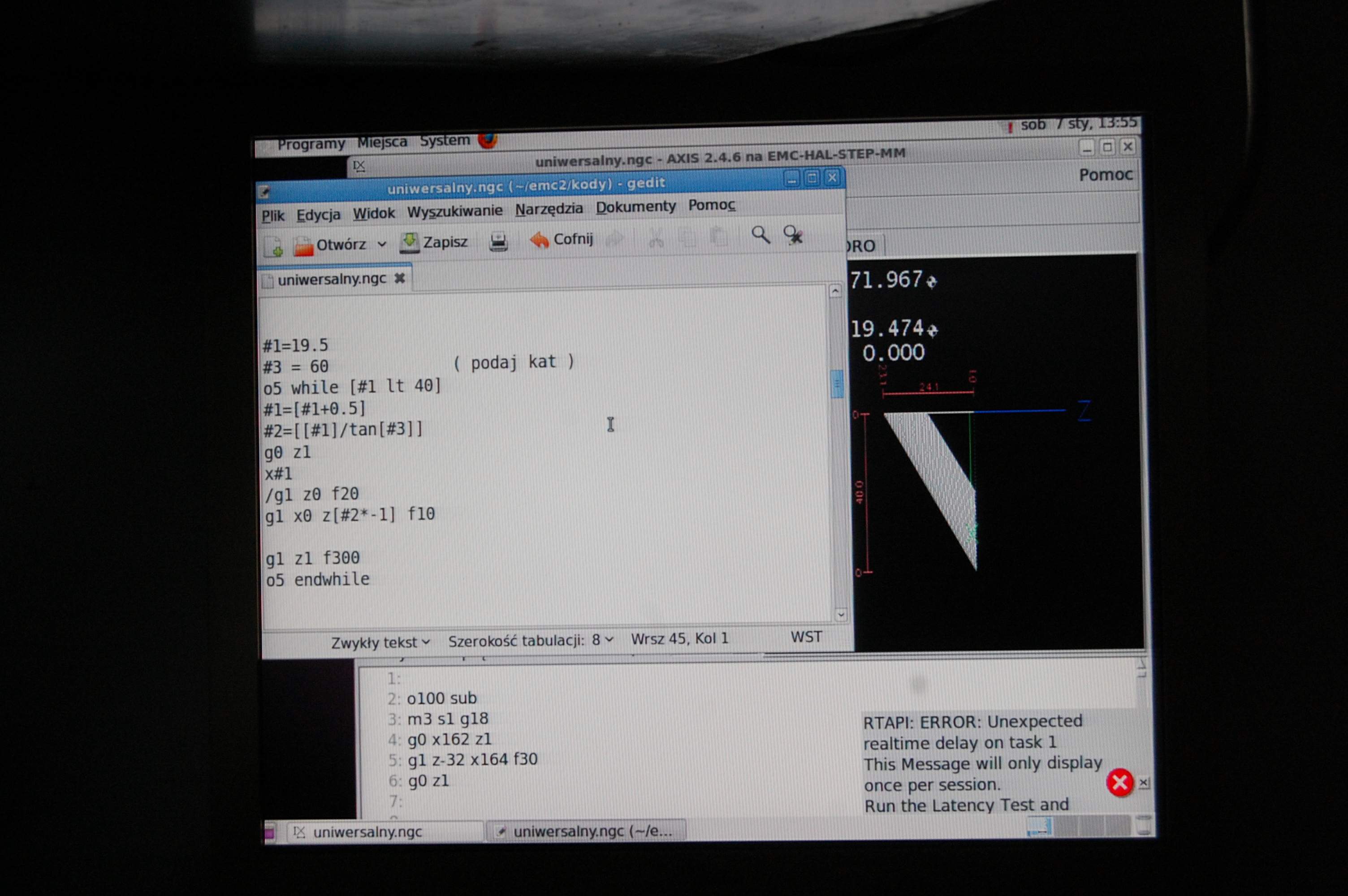
Jak na razie to programujemy manualną tokarkę z napedami CNCMlKl pisze:Jak mam zamiar używać suportu tokarki jako stolika małej frezarki, mocowanej na osi Z nad nim, to mogę się zastanawiać nad tym, jak skonfigurować oś X.

Kod: Zaznacz cały
F100 G1 @20 ^45 Kod: Zaznacz cały
#<kat> = 5
#<dlugosc_stozka> = 10
#<srednica_walka> = 20
#<zebrane_max> = [tan[#<kat>]*[#<dlugosc_stozka>]]
#<przybranie> = 1
s1000
g0 z5
x[[#<srednica_walka>]-[#<zebrane_max>]]
z0
g1 f1000 z-[#<dlugosc_stozka>] x[#<srednica_walka>]
g0 x[[#<srednica_walka>]+1]
z1
x[[#<srednica_walka>]*2]
m30
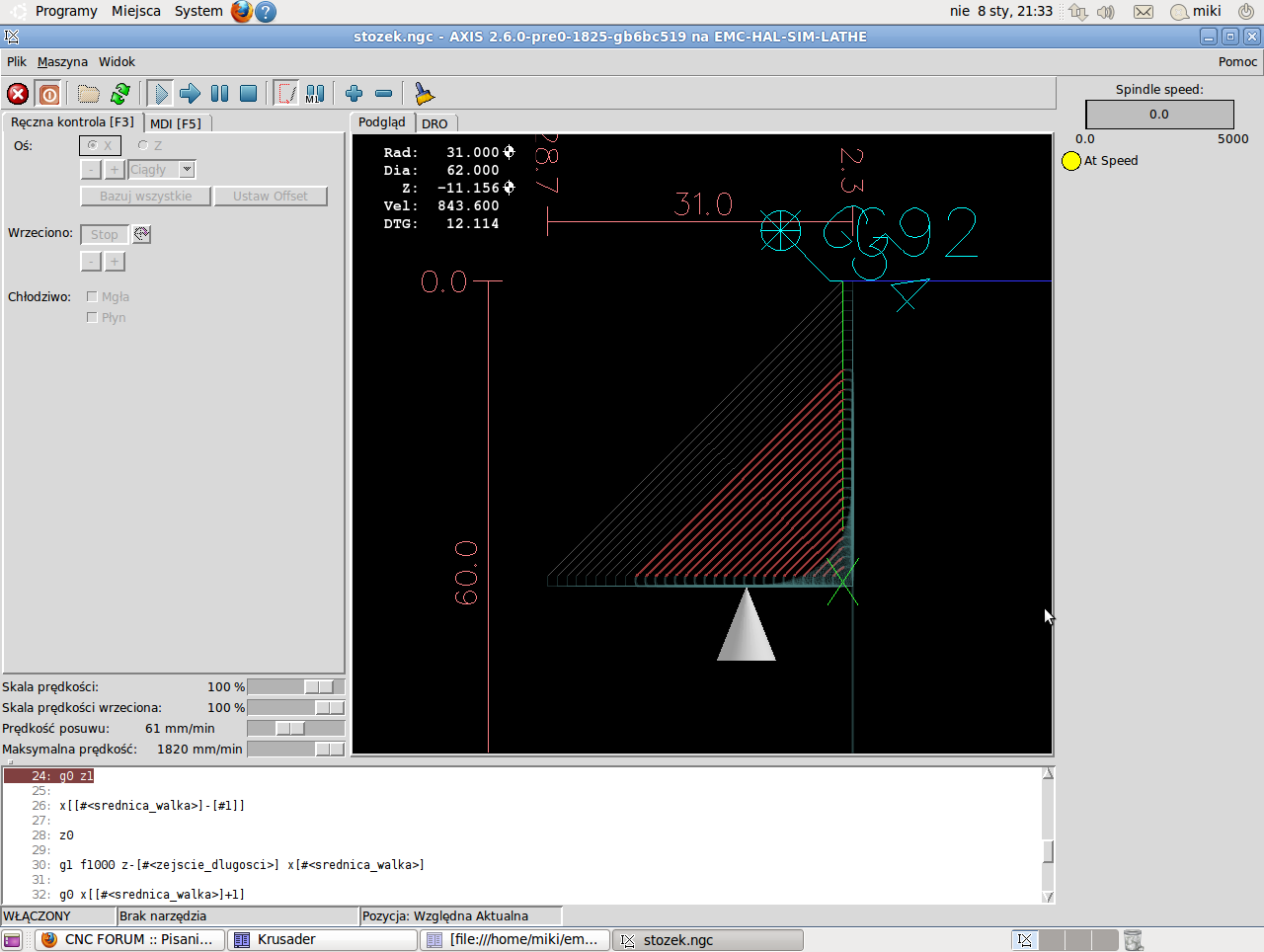
%Kod: Zaznacz cały
( ------------------------------ )
( stożek )
( ------------------------------ )
( Miki )
( Time-stamp: <2012-01-08 20:39> )
#<kat> = 30
#<dlugosc_stozka> = 30
#<srednica_walka> = 30
#<przybranie> = 1
#<zebrane_max> = [tan[#<kat>]*[#<dlugosc_stozka>]]
#<ilosc_przybran> = [[#<zebrane_max>]/[#<przybranie>]]
#<zejscie_dlugosci> = [[#<dlugosc_stozka>]/[#<ilosc_przybran>]]
#2 = #<zejscie_dlugosci>
#1 = 0
s1000
o100 while [#<ilosc_przybran> gt 0]
#1=[[#1]+[#<przybranie>]]
g0 z1
x[[#<srednica_walka>]-[#1]]
z0
g1 f1000 z-[#<zejscie_dlugosci>] x[#<srednica_walka>]
g0 x[[#<srednica_walka>]+1]
#<ilosc_przybran> = [[#<ilosc_przybran>] - [#<przybranie>]]
#<zejscie_dlugosci> = [[#<zejscie_dlugosci>]+[#2]]
o100 endwhile ( koniec toczenia )
g0 z1
x[[#<srednica_walka>]*2]
m30
%