



Pisanie G-code pod LinuxCNC


-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
a może wrzucić tekst pod LyXa i przygotować man bardzo poprawnie sformatowany...kamar pisze: poradnik rozwija
Text sformatowany pod TeXem jest bardzo czytelny...
A LyXa bardzo łatwo pozwala na zmiany formatu strony (oraz ew. powrót do html).
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 37
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Nie ma sensu usuwać postów. Jak ktoś będzie szukał, to i znajdzie - googlarka ładnie ten wątek wyrzuca niemal od momentu rozpoczęcia. Niestety, Linux jest wciąż niszowym systemem, mimo, iż w telefonach się przebił. Większość chętnych na rozpoczęcie przygody z CNC wybiera raczej Macha - sądząc z intensywności dyskusji w obu działach chociażby.
A może po prostu Mach sprawia więcej problemów ;P
Tekst mi najwygodniej pisać tak jak teraz - to żyje i się rozwija z godziny na godzinę niemalże. I jest dostępne dla wszystkich zawsze w najświeższej formie.
A może po prostu Mach sprawia więcej problemów ;P
Tekst mi najwygodniej pisać tak jak teraz - to żyje i się rozwija z godziny na godzinę niemalże. I jest dostępne dla wszystkich zawsze w najświeższej formie.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 34
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Pisanie G-code pod EMC z palca - sama przyjemność :)
Trochę zła kolejność. Jak zbazujesz osie to jazdę będziesz miał tylko w jedną strone. Chyba że limity osi ustawiłeś np. -500 do 500 a to bez sensuMlKl pisze: Jak ten kod wykonać na maszynie realnej? Kolejność jest taka: Uruchamiamy EMC, wczytujemy realną konfigurację naszej maszyny. Bazujemy osie, i zjeżdżamy nożem tak, by można było zamocować materiał
Ortodoksi mają krańcówki, ale wg. mnie są niekonieczne. Limit najlepiej ustawić faktyczne tj. odjeżdzasz suportem do konika na końcu łoża, bazujesz osie ( obie bo nie da wyzerować) zerujesz "Z" i jedziesz do uchwytu, wynik wpisujesz w limit osi. I to samo z "X". Maszynę zawsze zostawiasz na max wyjazdach. Wtedy po uruchomieniu i zbazowaniu nie masz możliwości wejść w szkodę. No chyba że konia przestawisz bliżej uchwytu, to przebazowujesz "x" coby suport nie walił w konia.
PS. Trochę mało wygodnie cytować z tego pierwszego wątku.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 37
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Ja tam jestem rozrzutny - w symulacji se ustawiłem od -1000 do 1000 na obu osiach 
Napisałem tam, że w życiu tego nie robiłem.... Ale jak mi się wydaje, to limity osi ustawia się raz w pliku konfiguracyjnym, a nie co uruchomienie EMC-a. A ja o konfiguracji realnej maszyny mam pojęcie mniej więcej jak o balecie, czyli o tym na razie nie piszę.
EMC po uruchomieniu nie ruszy, jak mu nie zbazuję osi - i nie mam pojęcia, gdzie w tym momencie jest naprawdę realny suport.
Napisałem tam, że w życiu tego nie robiłem.... Ale jak mi się wydaje, to limity osi ustawia się raz w pliku konfiguracyjnym, a nie co uruchomienie EMC-a. A ja o konfiguracji realnej maszyny mam pojęcie mniej więcej jak o balecie, czyli o tym na razie nie piszę.
EMC po uruchomieniu nie ruszy, jak mu nie zbazuję osi - i nie mam pojęcia, gdzie w tym momencie jest naprawdę realny suport.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 34
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
MlKl pisze:Ja tam jestem rozrzutny - w symulacji se ustawiłem od -1000 do 1000 na obu osiach
Wirtualnie to się mozesz rozrzucać
w moim poprzednim poście.
Przy takim ustawieniu limitów jak masz, będzie wesoło gdy w obcym kodzie ktoś (np. generator) wstawi G28. Przy dobrze ustawionych limitach emc nie wykona żadnego programu wyjeżdżającego poza.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 37
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Napisałem "wczytujemy realną konfigurację maszyny" - czyli limity mamy już ustawione jak należy. Zakładam, że jak ktoś se skonfigurował realną maszynę, to rozrzutny nie był. W wizualizacji maszyna bazuje osie w miejscu, gdzie jest ich zero - ale nigdzie tego noża, czy freza nie wozi, niezależnie od tego, gdzie go poprzednio zostawiłem. Czyli: Nadal nie wiem, jak się to bazowanie odbywa realnie, gdzie w tym momencie przebywa suport, czy jedzie do zer, poustawianych w configu, etc. Na logikę - tak być powinno. Jak na razie sponsorzy mi się nie cisną drzwiami i oknami, w wiatrówkowym strzelectwie martwy sezon, to i zleceń na serwis i tuning mało. Słowem - dopóki nie uskładam na przezbrojenie mojej tokarynki na CNC, muszę takie wiadomości wyciskać z takich jak ty 
Nie potrafię bez możliwości sprawdzenia tego, co robię, napisać instrukcji konfiguracji EMC na realnej maszynie.
W tutorialu dorzuciłem coś takiego:
...we wstępie. Wydaje mi się, że to wystarczy, by czytelnik - terminator poczuł się ostrzeżony.
Nie potrafię bez możliwości sprawdzenia tego, co robię, napisać instrukcji konfiguracji EMC na realnej maszynie.
W tutorialu dorzuciłem coś takiego:
W cytowanym miejscu i coś takiego:Tu uwaga od Kamara - on bazę ustawia sobie jak najdalej od wrzeciona, i po pracy tam suportem zjeżdża. W ten sposób unika konieczności stosowania krańcówek, bo tam ma ustawiony limit w pliku konfiguracyjnym, i maszyna mu nijak za niego nie wyjedzie. Podobnie robi z osią X. Ja na symulacjach zjeżdżam nożem w prawo i w dół przed rozpoczęciem właściwej pracy, bo wtedy odzwierciedla to w miarę prawidłowo realne warunki, ale przy założeniu bazowania osi w ich fizycznym punkcie 0, czyli czubek noża przy samym zbiegu szczęk uchwytu. Gdybym symulował zachowanie maszyny, jakie zaleca ustawić Kamar, trzeba by po każdym odpaleniu EMC dowozić ręcznie nóż do wyimaginowanego materiału i ustawiać offsety.
Kolejna uwaga - ten tutorial jest tworzony na bazie wersji symulacyjnej EMC. Do testowania na realnej maszynie trzeba podchodzić z dużą uwagą, bo duża elastyczność konfiguracyjna programu, i mnogość rozwiązań technicznych samych maszyn powodują, iż kod tu prawidłowo zasymulowany, na maszynie spowoduje kolizję.
...we wstępie. Wydaje mi się, że to wystarczy, by czytelnik - terminator poczuł się ostrzeżony.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 34
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
MlKl pisze:
Ja na symulacjach zjeżdżam nożem w prawo i w dół przed rozpoczęciem właściwej pracy, bo wtedy odzwierciedla to w miarę prawidłowo realne warunki, ale przy założeniu bazowania osi w ich fizycznym punkcie 0, czyli czubek noża przy samym zbiegu szczęk uchwytu.
Mylisz punkty bazowe maszyny z offsetem. Czubek noża możesz mieć ustawiony na "0" w osi tokarki ale offsetem. Wtedy, przy kończeniu pracy na punktach bazowych masz po włączeniu maszyny offsety w tych samych miejscach i kończysz wczorajszą robotę bez kombinacji. punkty bazowe to są punkty graniczne do których maszyna może dojechać. I tam ew. dajesz krańcówki.
Może wieczorem będzie chwila to przekonfiguruje symulatora na tokarkę i ustawie na jakieś typowe parametry.
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 37
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Może się wyrażam niejasno, albo mocno niefachowo - chodzi mi o to, że dla potrzeb symulacji przyjmuję, iż symulacja się rozpoczyna w punkcie Z0 X0, tożsamym z punktami bazowymi. Pomijam całkowicie zakresy, skupiając się na istocie samej wykonywanej operacji.
A ogólnie już łapię, o co kaman. Zamiast zjeżdzać nożem w dół i w prawo w pliku start.ngc, co robiłem do tej pory, żeby wizualizacja mi się zgadzała z rzeczywistością, powinienem po zbazowaniu osi dać G0 z-100 x-100, i po dojechaniu ustawić offsety obu osi, i dopiero potem wczytać dowolną procedurę roboczą.
Nie muszę udawać tokarki z łożem 4 metry - wystarczy mi pole 20x20 cm. A zakresy w configu powinienem sobie tak ustawić, żeby czerwona ramka mi sie wyświetlała z punktem bazowym w prawym dolnym rogu kwadratu powiedzmy 20 x 20 cm.
Wyimaginowana oś będzie biegła w połowie wysokości kwadratu plus promień wyimaginowanego materiału, nóż będzie się znajdował na początku wyimaginowanego materiału w odległości 10 cm od limitu przy uchwycie.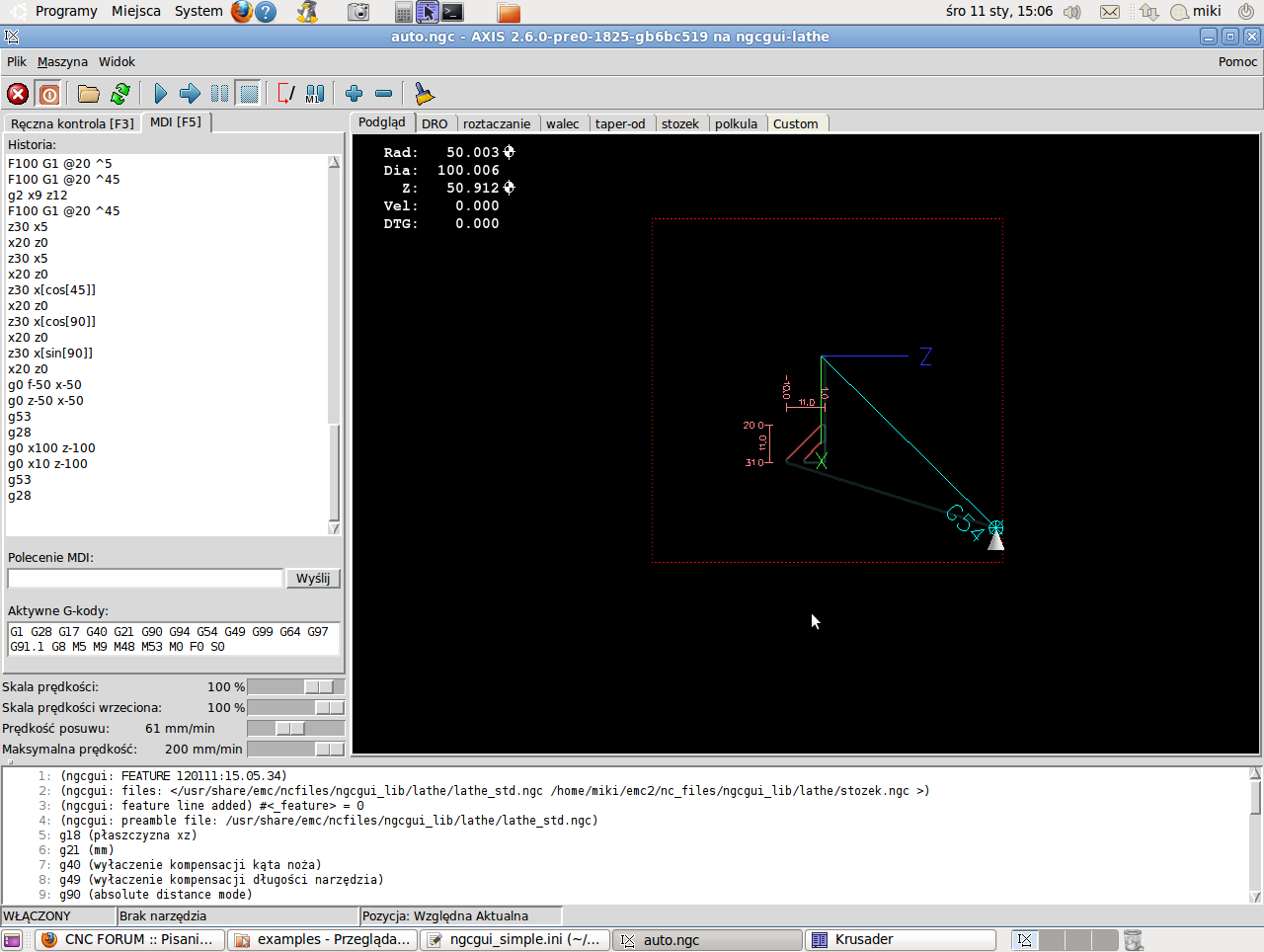
A ogólnie już łapię, o co kaman. Zamiast zjeżdzać nożem w dół i w prawo w pliku start.ngc, co robiłem do tej pory, żeby wizualizacja mi się zgadzała z rzeczywistością, powinienem po zbazowaniu osi dać G0 z-100 x-100, i po dojechaniu ustawić offsety obu osi, i dopiero potem wczytać dowolną procedurę roboczą.
Nie muszę udawać tokarki z łożem 4 metry - wystarczy mi pole 20x20 cm. A zakresy w configu powinienem sobie tak ustawić, żeby czerwona ramka mi sie wyświetlała z punktem bazowym w prawym dolnym rogu kwadratu powiedzmy 20 x 20 cm.
Wyimaginowana oś będzie biegła w połowie wysokości kwadratu plus promień wyimaginowanego materiału, nóż będzie się znajdował na początku wyimaginowanego materiału w odległości 10 cm od limitu przy uchwycie.
Ostatnio zmieniony 11 sty 2012, 15:11 przez MlKl, łącznie zmieniany 1 raz.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 34
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Coś nie bardzoMlKl pisze:A ogólnie już łapię,
Wyimaginowywujesz sobie nie wiadomo co i po co. Czy to symulator czy maszyna rzeczywista ma mieć ustawione zakresy i punkty bazowe jak należy. Jak ustawisz bazę "x" na pełnym wyjeżdzie a nóż na "0" offsetem w osi maszyny to tak będziesz miał do końca świata i jeden dzień dłużej. Chyba ze wyjmiesz nóż albo prąd wyłączą.






