



rozwiązanie prostego konturu
-
 silvesters
silvesters
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 262
- Rejestracja: 27 kwie 2008, 21:27
- Lokalizacja: Z warsztatu


-
MECO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 110
- Rejestracja: 15 lis 2010, 20:15
- Lokalizacja: dolnośląskie
FK -co to jest?
Jest to programowanie dowolnego konturu FK (Free Kontur)tak w książce napisali.
Jeżeli masz symulator HH to na keypad jest taki przycisk FK użyj go a pojawią sie nowe możliwości programowania.Dla początkującego to może być trudne pisanie z FK. Ja osobiście bardzo mało korzystam ,ostateczność , jeżeli nie da się wyliczyć to wtedy sięgam do FK.
A co do G-kodów to trudno sie mówi trzeba pisać do konstruktora co miał na myśli.
Pozdrawiam
Sławek
[ Dodano: 2011-10-23, 21:39 ]
A po przekształceniu z FK na H wyszło tak
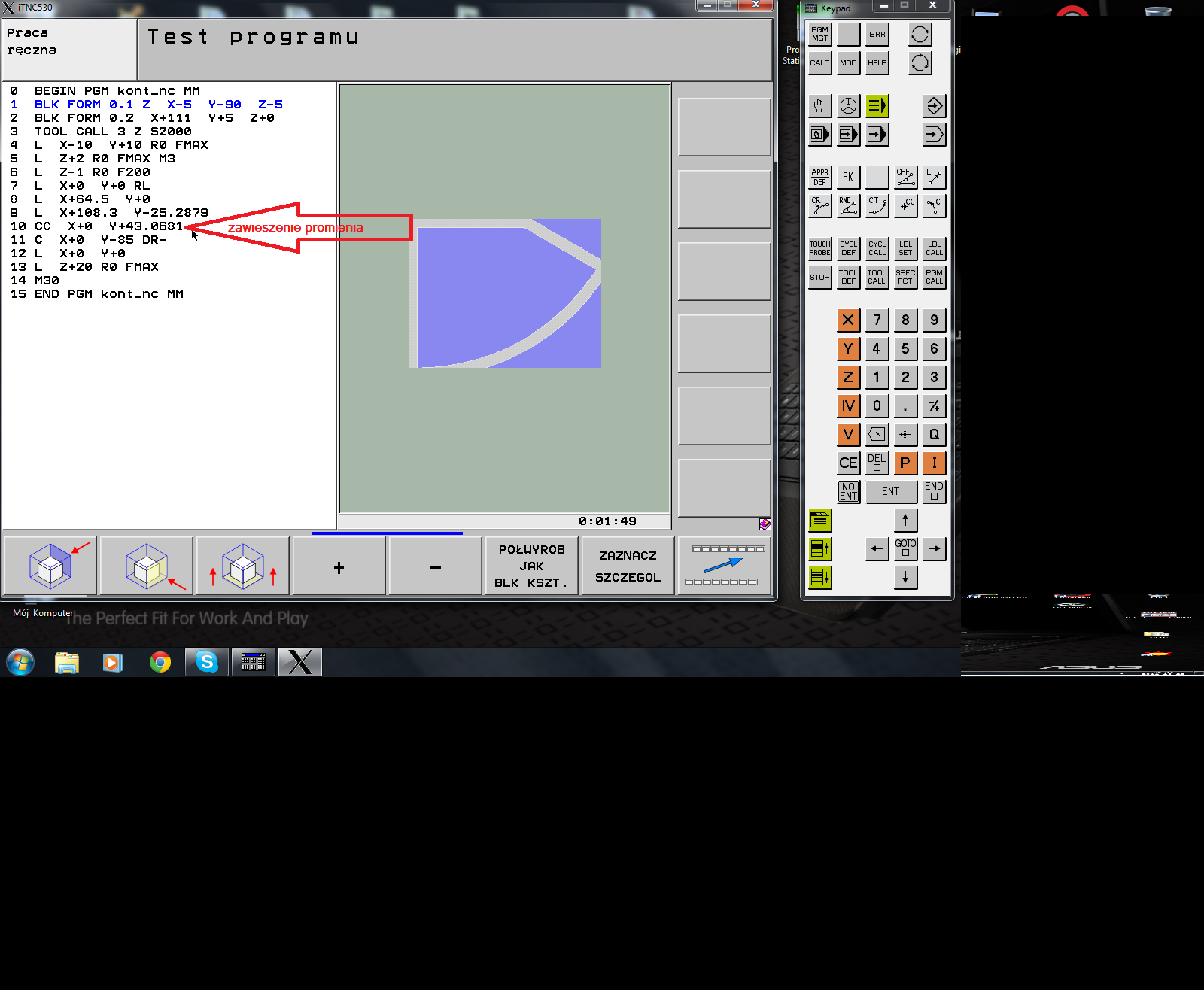
jak możesz WZÓR to sprawdź jaki wyszedł promień , sam jestem ciekaw.
Jest to programowanie dowolnego konturu FK (Free Kontur)tak w książce napisali.
Jeżeli masz symulator HH to na keypad jest taki przycisk FK użyj go a pojawią sie nowe możliwości programowania.Dla początkującego to może być trudne pisanie z FK. Ja osobiście bardzo mało korzystam ,ostateczność , jeżeli nie da się wyliczyć to wtedy sięgam do FK.
A co do G-kodów to trudno sie mówi trzeba pisać do konstruktora co miał na myśli.
Pozdrawiam
Sławek
[ Dodano: 2011-10-23, 21:39 ]
A po przekształceniu z FK na H wyszło tak
jak możesz WZÓR to sprawdź jaki wyszedł promień , sam jestem ciekaw.
-
silvesters
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 262
- Rejestracja: 27 kwie 2008, 21:27
- Lokalizacja: Z warsztatu
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Czytaj post wyżej - tam napisałem.silvesters pisze:WZÓR, do czego styczny jest ten łuk który narysowałeś?
Wyszedł promień128.63 - widać to na zdjęciu.silvesters pisze:O ile dobrze patrzę to koledze WZÓR najprawdopodobniej wyszedł promień 128,65.
Mój program wygląda tak (użyłem freza ø10.0)
0 BEGIN PGM kontur MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-100
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 2 Z S2100
4 L X+0 Y+5. FMAX M3
5 L Z+25. R0 FMAX M8
6 L Z+2.5 FMAX
7 L Z-1. F640.
8 L X+65.34
9 L X+110.9 Y-21.304
10 CC X+108.4 Y-25.634
11 C X+112.613 Y-28.327 DR- F640.
12 CC X+0.011 Y+43.63
13 C X-0. Y-90. DR- F640.
14 CC X+0 Y-85.
15 C X-5. Y-85. DR- F640.
16 L Y+0
17 CC X+0 Y+0
18 C X+0 Y+5. DR- F640.
19 L Z+25. FMAX
20 L R0 FMAX
21 M9
22 M5
23 M30
24 END PGM kontur MM
MECO - sprawdź na symulatorze czy jest OK.
Pozdr
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
MECO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 110
- Rejestracja: 15 lis 2010, 20:15
- Lokalizacja: dolnośląskie
Program działa.
U Ciebie WZÓR w lini 12 jest CC X+0.011 Y+43,63 a w moim po przekształceniu jest
CC X+0 Y+43,0681 czyli promień będzie podobny. Czy pisząc w G-kodach używasz G41iG42 czy wszystko piszesz na G40? Bo zauważyłem że w HH nie używasz korekcji promienia RL i RR czyli współbieżna i przeciwbieżna.
Pozdro
U Ciebie WZÓR w lini 12 jest CC X+0.011 Y+43,63 a w moim po przekształceniu jest
CC X+0 Y+43,0681 czyli promień będzie podobny. Czy pisząc w G-kodach używasz G41iG42 czy wszystko piszesz na G40? Bo zauważyłem że w HH nie używasz korekcji promienia RL i RR czyli współbieżna i przeciwbieżna.
Pozdro
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
WitamMECO pisze:... Czy pisząc w G-kodach używasz G41iG42 czy wszystko piszesz na G40? Bo zauważyłem że w HH nie używasz korekcji promienia RL i RR czyli współbieżna i przeciwbieżna.
Pozdro
W przypadku , który wyżej podałem nie użyłem G41/G42 , a program pisany był z uwzględnieniem promienia freza ø10.0
... teraz będzie lepiej.
0 BEGIN PGM kontur MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-100
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 2 Z S2100
4 L X+0 Y+5.5 FMAX M3
5 L Z+25. R0 FMAX M8
6 L Z+2.5 FMAX
7 L Z-1. F640.
8 L Y+0 RL
9 L X+64.
10 L X+108.4 Y-25.634
11 CC X+0.011 Y+43.63
12 C X+0 Y-85. DR- F640.
13 L Y+0
14 L X-5.5 R0
15 L Z+25. FMAX
16 L R0 FMAX
17 M9
18 M5
19 M30
20 END PGM kontur MM
P.S.
Dzięki za sprawdzenie programu.
Pozdr
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Loser
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 242
- Rejestracja: 06 lip 2007, 21:27
- Lokalizacja: Nienack
Panowie
Ja też uważam że HH, to najlepsze sterowanie pod słońcem, ale nawet ono nie pomoże w tej sytuacji. Wyjścia są dwa, albo konstruktor poda brakujące dane, albo kolega zrobi tam dowolny promień wychodząc z założenia że skoro konstruktor go nie podał, to znaczy że nie jest on ważny Robią to przez FK, HH wylicza prawdopodobnie najmniejszy promień jaki można tam wcisnąć, albo największy (zapewne można sobie wybrać w trakcie programowania) i tyle.
Robią to przez FK, HH wylicza prawdopodobnie najmniejszy promień jaki można tam wcisnąć, albo największy (zapewne można sobie wybrać w trakcie programowania) i tyle.
Ja też uważam że HH, to najlepsze sterowanie pod słońcem, ale nawet ono nie pomoże w tej sytuacji. Wyjścia są dwa, albo konstruktor poda brakujące dane, albo kolega zrobi tam dowolny promień wychodząc z założenia że skoro konstruktor go nie podał, to znaczy że nie jest on ważny






