")
Witam ,
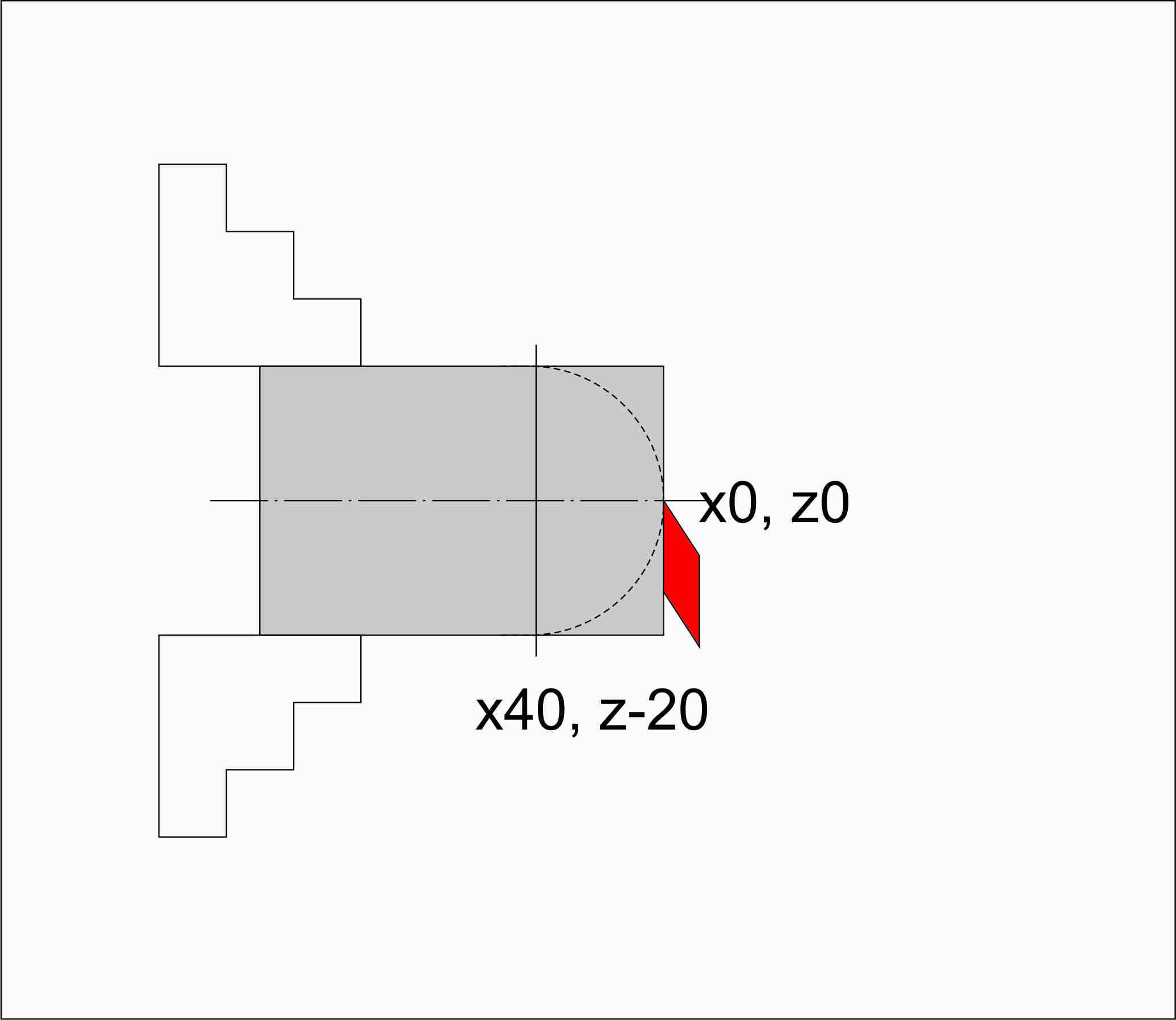
posiadam przerobioną tokarkę na sterowanie cnc. Z prostymi programami daję sobie radę, ale teraz muszę wytoczyć półkulę z Al i nie radzę sobie z napisaniem programu. Napisałem parę linii programu ale nie wiem gdzie robię błąd.
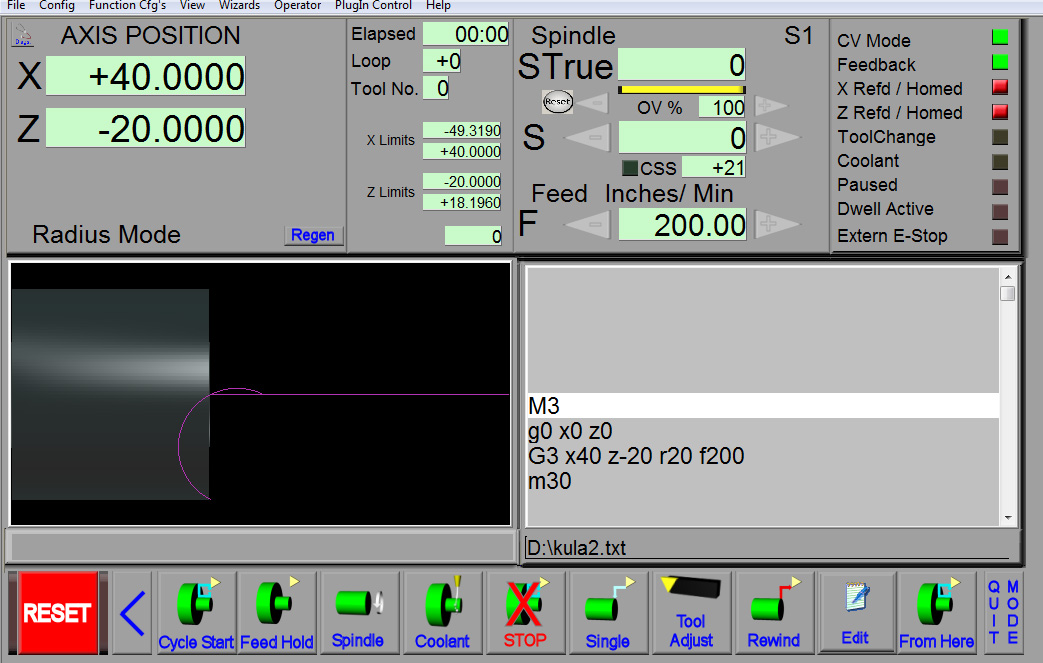
M3
f1500
g1 x0 z0 f500
g1 z2 f500
G1 X42 f500
G1 Z-20 f500
G1 X40 f500
G3 X0 Z0 I-40 K0 f200
M5
M30
Proszę o pomoc
toczenie półkuli


-
rc666
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1336
- Rejestracja: 27 cze 2011, 14:48
- Lokalizacja: Chrząszczyżewoszyce
Re: toczenie półkuli
Daj rysunek!!
Z tego co tu widzę to narzędzia nie wywołałeś tak dla przykładu.
I...., z czym masz problem?
Z tego co tu widzę to narzędzia nie wywołałeś tak dla przykładu.
I...., z czym masz problem?
Nie ma głupich pytań, są tylko głupcy którzy ich nie zadają...
")