



Moja niunia na paskach - już śmiga :))
-
jacek-1210
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1022
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko


-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
trudno się nie zgodzić... tak na oko... promień koła zębatego 1cm => wieć siła na osi kilak kilkanaście kilo...jacek-1210 pisze:jakoś trudno mi uwierzyć że przy takim przełożeniu (a raczej braku) silnik utrzyma pozycję
niby dużo, ale tego musi starczać również na II zasadę Newtona - przez tego Newtona jest trudniej
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
habit_m_
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 13
- Posty: 329
- Rejestracja: 07 lut 2010, 13:07
- Lokalizacja: Toruń
Jak ktoś ma konto na youtubie to niech do mnie napisze na gg, podrzuce mu filmik z wczesnych testów maszyny na tamtej ramie z wejścia freza fi 6 w deskę sosnową bodajże na głębokość bodajże 15 mm i co z tego wyszło bez zamocowania detalu. Będzie widać siłę tych silników ustawionych na 1,6 A tylko.
maciek
gg: 2308794
maciek
gg: 2308794
-
 tanifon
tanifon
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 640
- Rejestracja: 22 lis 2008, 13:59
- Lokalizacja: 3miasto
- Kontakt:
O cholera .. kolega tez paskowca składa !pixes2 pisze:Trzymam kciuki i z niecierpliwością czekam na pierwsze próby.
Wkrótce będę uruchamiał swoją zabawkę na paskach i nie bardzo wiem, czego się spodziewać. U mnie wychodzi, po przełożeniu, 16mm na obrót silnika czyli 0.08mm na krok, do tego podział przez 16 lub 32 i powinno być ok. Mam obawy, ale zobaczymy....
Pozdrawiam.
Tomek.
Pozdrawiam
t.
artstudio - program od ktorego zaczynalem swoja przygode z komputerami
-
habit_m_
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 13
- Posty: 329
- Rejestracja: 07 lut 2010, 13:07
- Lokalizacja: Toruń
Mam pytanie: jak w autocadzie 2008 LT połączyć dwie linie typu split w jedną ?
maciek
[ Dodano: 2011-06-09, 20:46 ]
Panie Marku, czy do mojej konstrukcji lepiej podłączyć silniki na połączeniu przewodów równoległe 4,2A 2NM, czy szeregowo 2,1A 2NM ?
maciej
[ Dodano: 2011-06-09, 22:08 ]
Dziękuję koledze za udostępnienie konta na youtoobie, macie tu filmiki z testów napędu na starej ramie. Czy ktoś tu widzi gubienie kroków? A to jest tylko 1,6 A a gdzie im jeszcze do 4,2A
Filmik 1:
Filmik 2:
Pragnę zaznaczyć że opór od frezowania odbywa się tylko w osi Y więc jest napór na jeden silnik, oś X ma dwa silniki ale tutaj nie brała udziału w obróbce.
maciej
[ Dodano: 2011-06-09, 22:10 ]
Oczywiście prędkości na drugim filmie są małe bo nikt tego w ręku nieutrzyma.
maciek
[ Dodano: 2011-06-09, 20:46 ]
Panie Marku, czy do mojej konstrukcji lepiej podłączyć silniki na połączeniu przewodów równoległe 4,2A 2NM, czy szeregowo 2,1A 2NM ?
maciej
[ Dodano: 2011-06-09, 22:08 ]
Dziękuję koledze za udostępnienie konta na youtoobie, macie tu filmiki z testów napędu na starej ramie. Czy ktoś tu widzi gubienie kroków? A to jest tylko 1,6 A a gdzie im jeszcze do 4,2A
Filmik 1:
Filmik 2:
Pragnę zaznaczyć że opór od frezowania odbywa się tylko w osi Y więc jest napór na jeden silnik, oś X ma dwa silniki ale tutaj nie brała udziału w obróbce.
maciej
[ Dodano: 2011-06-09, 22:10 ]
Oczywiście prędkości na drugim filmie są małe bo nikt tego w ręku nieutrzyma.
-
markcomp77
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
fajnie maszynka chodzi... nawet lepiej niż powinnahabit_m_ pisze:czy do mojej konstrukcji lepiej podłączyć silniki na połączeniu przewodów równoległe 4,2A 2NM, czy szeregowo 2,1A 2NM ?
a co do silnika - lepiej równolegle (jak ster umie dać 4A)... tzn. silnik będzie mógł oddawać większą moc w takim połączeniu (będzie większy tzw. punkt szczytowy mocy krokowca)
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
markcomp77
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
uciągnie.... bez problemu (moc zasilacza może być nawet mniejsza)habit_m_ pisze: m542 i oszczędzają prąd ale zastanawiam się czy transformator 9A udźwignie 3 silniki na 4,2A i jednen na 2,8?
aby wyciągnąć większość mocy jaką udaje się w silnik wtłoczyć za pomocą dobrego sterownika (zasilacza) warto mieć dodatkowe przełożenie redukujące obroty silnika...
układ w tej postaci jakiej jest - działa.... jednak a w postaci uzupełnionej o dodatkową przekładnie wyciągnie więcej mocy z silnika
bez tej zmiany - potencjalnie dostępna moc silnika będzie leżeć odłogiem
punkt szczytowy mocy silnika 1.9Nm/4.2A jest osiągany w okolicach 10obr/sek
taka prędkość silnika powinna więc odpowiadać największemu posuwowi podczas frezowania (największe wymaganie na moment)
jeśli przyjmiemy, że maksymalna wystarczająca prędkość frezowania to 3xobwód koła zębatego na sekundę (na oko. 3*2*Pi*1=18,84mm/s=1130mm/min)... to widać, że przekładnia redukująca obroty 3x nie ograniczy tej prędkości - a zwięszy dysponowaną siłę na osiach maszyny (3x)
ale powtarzam... dodatkowa przekładnia - to jedynie wymóg optymalizacji
jeśli układ działa - to dobrze...
jeśli będziemy chcieli poprawić działanie - to wiadomo co zrobić
e....habit_m_ pisze:może wymienić na większy?
to jest jakaś droga do zwiększenia sił na osiach, jednak optymalna droga jest inna...
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
habit_m_
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 13
- Posty: 329
- Rejestracja: 07 lut 2010, 13:07
- Lokalizacja: Toruń
Wykonamy testy i podejmiemy decyzję, jednak wydaje mi się że przekładnia będzie niepotrzeebna. Przemyślałem sprawę i stwierdzam że zrobienie na istniejących konstrukcjach zespołów silników przekładni nie będzie niczym skąplikowanym, zrobi się blaszkę-ramie mocowane w miejscu teraz silnika a w miejscu sprzęgła założy koło zębate przekładni, na silnik drugie koło i wiśta wio
maciek
[ Dodano: 2011-06-15, 14:45 ]
Ponieważ czas wykonania krańcówek osi X trochę się przedłuża z powodu braku zdobycia kawałka aluminiowej blaszki, postanowiłem przeprowadzić dziś pierwsze testy i odpalenie maszyny
A więc tak, ze względu że mam największą tulejkę fi 6 do kressa (frez mam 10 największy), postanowiłem nie bawić się w planowanie stołu a jedynie przejechać po maksymalnym bezpiecznym (czyli jeszcze trochę można) obszarze obróbki z różnymi parametrami.
Materiał - płyta HDF, frez fi 6 hss 4 piórowy, zagłębienie 3 mm, obroty na kressie 1 KW - 5 i 6 pokrętło czyli 25-32 tysia.
Przy 50 mm/min - jest strasznie wolno, więc poszło 100 mm/min - bez najmiejszego oporu, więc poszło 150 mm - bez problemu, potem 200 mm - zero odczucia, wkońcu 250 mm - tu już widać że jakiś opór dla freza był, przy 300mm/min zaczął się od freza wydobywać lekki pisk, uznałem że zaczyna być palenie, frez się faktycznie lekko przydypcił.
Co oznacza pisk?
Proszę o ocenę tych parametrów osób które się na tym znają, jak to wygląda, czy te parametry są wysoki dla takich maszynek, czy niskie bo ja jeszcze niewiem. 300 mm/min frez fi 6 hss 4 ostrzowy, kress 1 KW, prędkość 25 tysia/min, zagłębienie 3 mm, materiał hdf.
Filmiki, sorry ale ja mam tylko aparat do filmowania sprzed 8 lat, a przy sztucznym świetle to on filmuje tragicznie.
Reszta zdjęć:


Bezpieczny obszar roboczy 880 x 510 mm, jutro potestuję na sośnie parametry
Jeśli chodzi o te parametry co wyżej napisałem, żadnego objawu od silników niebyło, jakiegoś gubienia kroków czy dziwnych dźwięków brak. Silniczki na 1,6 A nawet się ciepłe porządnie niezrobiły. Jutro przeprowadzę testy na drewnie, tylko muszę sobie przygotować półfabrykat do podkładania na blat aby szybko blatu niezniszczyć, wytnę z cieńkiego 10 mm hdfu który mam podkładkę pod deskę sosnową bo będę wycinał na wylot.
maciej
pozdrawiam maciej
[ Dodano: 2011-06-15, 14:55 ]
Muszę jeszcze nad jakimś zabezpieczeniem dla laptopa pomyśleć bo się syfi niemiłosiernie
macij
[ Dodano: 2011-06-16, 13:34 ]
Kolejny dzień testów. U jakoś cicho nikt się w moim wątku nieodzywa
Dzisiaj poszła sosna w ruch, postanowiłem przetestować spekulacje kolegów nad tymi pasami, nad mocą silników oraz nad za małym ramieniem oraz za dużymi przełożeniami - a tym bardziej ich braku. Oto co z tego wyszło, nie będę za wiele opisywał się, powiem tylko, żę:
- silniki 2NM 4,2A chodzące na 1,6 A, napęd pasem, kres1KW, przełożenie bezpośrednie 1 obrót 100 mm/przesuwu.
Maksymalne testowane dotychczas parametry to:
1. SOSNA KLEJONA - kress ustawienie na 1, frez 4 mm HSS, prędkość 2000 mm/min, zagłębienie 3 mm.
Objaw - brak niepokąjących dźwięków, nic się niepali, nic nie gubi kroków, powtarzalność jest 100 %. Generalnie idzie jak w masełko
2. HDF - parametry - kress 1, zagłębienie 2 mm, prędkość 1500 mm/min, frez fi 4 hss. Daj radę, ale wg mojego odczucia raczej nie powinno się stosować tej prędkości dla ostrych kantów, mam wrażenie że trochę za dużo jak dla hdfu tym frezem, a może trzeba podkręcić obroty na kresie?
3. HDF, kress 1, zaglębienie 4 mm, frez fi 4 hss, posuw - 200 mm/min - zadziwiająco elegancko jak na takie duże zagłębienie, ale to po radzie kolegi bartussa który kazał mi zmiejszyć obroty na kressie z 5 na 1.
Dla sosny i hdfu testowałem te prędkości zarówno dla osi X z dwoma silnikami, jak i osi Y z jednym silnikiem - oraz w ruchu mieszanym.
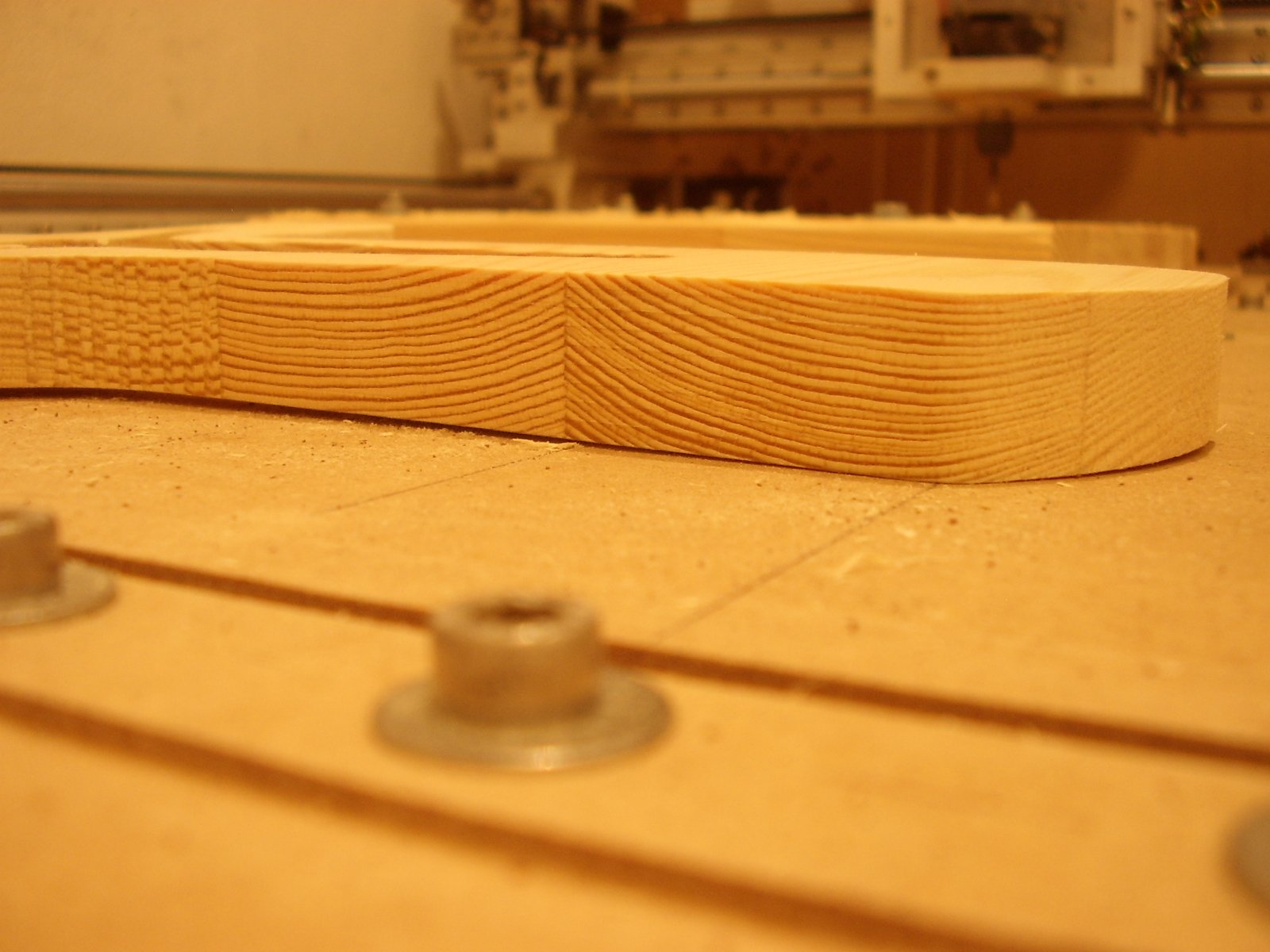
Detalik z sosny, grubość 20 mm, frez fi 4 hss, kress pozycja 1-2, różna, bo już niepamiętam, przejścia co 2 mm zagłębienia, prędkość jakieś 800-900 mm/min. Czas realizacji jakieś 20 min z przestojami, gabaryt 16cm x 230 cm.
Krawędzie - idealne, no może tylko nie w tych miejscach co mi jakieś soki z deski wypłynęły - nie dziwię się że te półfabrykaty się krzywią. Jak uda mi się znaleźć stolarza dziś co mi deseczkę moją Meranti odmianę twardą przechebluje, to jutro poćwiczę te parametry.
maciek
maciek
[ Dodano: 2011-06-15, 14:45 ]
Ponieważ czas wykonania krańcówek osi X trochę się przedłuża z powodu braku zdobycia kawałka aluminiowej blaszki, postanowiłem przeprowadzić dziś pierwsze testy i odpalenie maszyny
A więc tak, ze względu że mam największą tulejkę fi 6 do kressa (frez mam 10 największy), postanowiłem nie bawić się w planowanie stołu a jedynie przejechać po maksymalnym bezpiecznym (czyli jeszcze trochę można) obszarze obróbki z różnymi parametrami.
Materiał - płyta HDF, frez fi 6 hss 4 piórowy, zagłębienie 3 mm, obroty na kressie 1 KW - 5 i 6 pokrętło czyli 25-32 tysia.
Przy 50 mm/min - jest strasznie wolno, więc poszło 100 mm/min - bez najmiejszego oporu, więc poszło 150 mm - bez problemu, potem 200 mm - zero odczucia, wkońcu 250 mm - tu już widać że jakiś opór dla freza był, przy 300mm/min zaczął się od freza wydobywać lekki pisk, uznałem że zaczyna być palenie, frez się faktycznie lekko przydypcił.
Co oznacza pisk?
Proszę o ocenę tych parametrów osób które się na tym znają, jak to wygląda, czy te parametry są wysoki dla takich maszynek, czy niskie bo ja jeszcze niewiem. 300 mm/min frez fi 6 hss 4 ostrzowy, kress 1 KW, prędkość 25 tysia/min, zagłębienie 3 mm, materiał hdf.
Filmiki, sorry ale ja mam tylko aparat do filmowania sprzed 8 lat, a przy sztucznym świetle to on filmuje tragicznie.
Reszta zdjęć:
Bezpieczny obszar roboczy 880 x 510 mm, jutro potestuję na sośnie parametry
Jeśli chodzi o te parametry co wyżej napisałem, żadnego objawu od silników niebyło, jakiegoś gubienia kroków czy dziwnych dźwięków brak. Silniczki na 1,6 A nawet się ciepłe porządnie niezrobiły. Jutro przeprowadzę testy na drewnie, tylko muszę sobie przygotować półfabrykat do podkładania na blat aby szybko blatu niezniszczyć, wytnę z cieńkiego 10 mm hdfu który mam podkładkę pod deskę sosnową bo będę wycinał na wylot.
maciej
pozdrawiam maciej
[ Dodano: 2011-06-15, 14:55 ]
Muszę jeszcze nad jakimś zabezpieczeniem dla laptopa pomyśleć bo się syfi niemiłosiernie
macij
[ Dodano: 2011-06-16, 13:34 ]
Kolejny dzień testów. U jakoś cicho nikt się w moim wątku nieodzywa
Dzisiaj poszła sosna w ruch, postanowiłem przetestować spekulacje kolegów nad tymi pasami, nad mocą silników oraz nad za małym ramieniem oraz za dużymi przełożeniami - a tym bardziej ich braku. Oto co z tego wyszło, nie będę za wiele opisywał się, powiem tylko, żę:
- silniki 2NM 4,2A chodzące na 1,6 A, napęd pasem, kres1KW, przełożenie bezpośrednie 1 obrót 100 mm/przesuwu.
Maksymalne testowane dotychczas parametry to:
1. SOSNA KLEJONA - kress ustawienie na 1, frez 4 mm HSS, prędkość 2000 mm/min, zagłębienie 3 mm.
Objaw - brak niepokąjących dźwięków, nic się niepali, nic nie gubi kroków, powtarzalność jest 100 %. Generalnie idzie jak w masełko
2. HDF - parametry - kress 1, zagłębienie 2 mm, prędkość 1500 mm/min, frez fi 4 hss. Daj radę, ale wg mojego odczucia raczej nie powinno się stosować tej prędkości dla ostrych kantów, mam wrażenie że trochę za dużo jak dla hdfu tym frezem, a może trzeba podkręcić obroty na kresie?
3. HDF, kress 1, zaglębienie 4 mm, frez fi 4 hss, posuw - 200 mm/min - zadziwiająco elegancko jak na takie duże zagłębienie, ale to po radzie kolegi bartussa który kazał mi zmiejszyć obroty na kressie z 5 na 1.
Dla sosny i hdfu testowałem te prędkości zarówno dla osi X z dwoma silnikami, jak i osi Y z jednym silnikiem - oraz w ruchu mieszanym.
Detalik z sosny, grubość 20 mm, frez fi 4 hss, kress pozycja 1-2, różna, bo już niepamiętam, przejścia co 2 mm zagłębienia, prędkość jakieś 800-900 mm/min. Czas realizacji jakieś 20 min z przestojami, gabaryt 16cm x 230 cm.
Krawędzie - idealne, no może tylko nie w tych miejscach co mi jakieś soki z deski wypłynęły - nie dziwię się że te półfabrykaty się krzywią. Jak uda mi się znaleźć stolarza dziś co mi deseczkę moją Meranti odmianę twardą przechebluje, to jutro poćwiczę te parametry.
maciek
Ostatnio zmieniony 19 cze 2011, 09:47 przez habit_m_, łącznie zmieniany 5 razy.






