



")
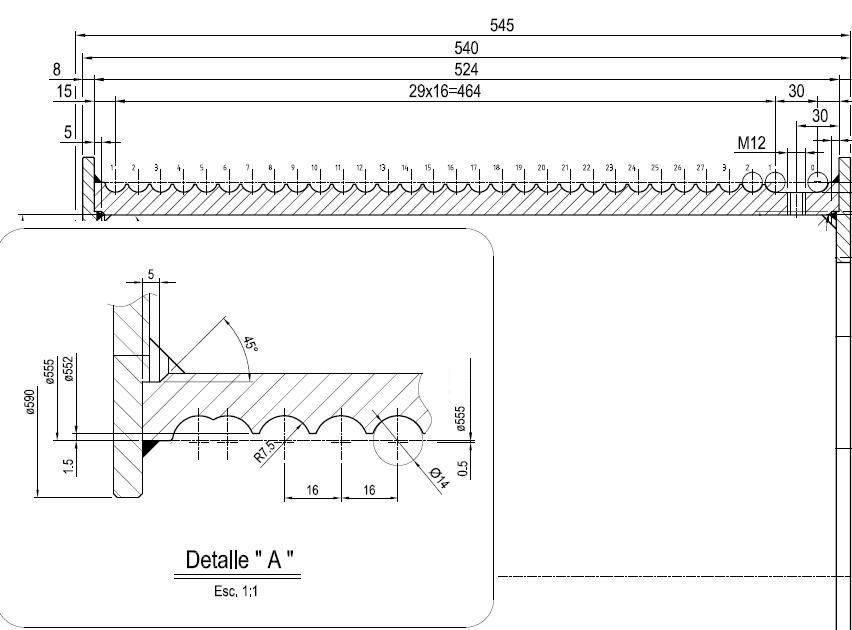
mam pytanie, jak ułożyc technologie dla o to takiego przykladu. Poprzednik prubowal toczyc to na srednice 552 a nastepnie nozem z okragla plytka o promieniu r7 toczyc linie srubowa, jednak zbyt duze opory toczenia zatrzmywaly nam wrzeciono(pasek klinowy z napedu objezdzal)? Ma ktos pomysl jak cos takiego wykonac innym sposobem?



")
")
 powinien rozwiązać problem - po prostu kilka przejść i bez problemu masz zrobione.
powinien rozwiązać problem - po prostu kilka przejść i bez problemu masz zrobione.





