")
posiadam maszynę z którą mam od początku mam problem
Nie mogę w żaden sposób przesłać programu za pomocą portu RS
Było już u mnie kilka osób łącznie z autoryzowanym serwisem i nikt nie dał rady
wszyscy twierdzą że uszkodzony jest port natomiast mi nie do końca chce się w to wierzyć
próbowałem wielu kombinacji kabla i nic
Ostatnio analizowałem schemat wyjścia pinów ze sterowania i nie do końca mi to wszystko pasuje ale też nie za bardzo znam się na tym i tu mam prośbę do osób bardziej doświadczonych ode mnie.
Załączam 2 fotki
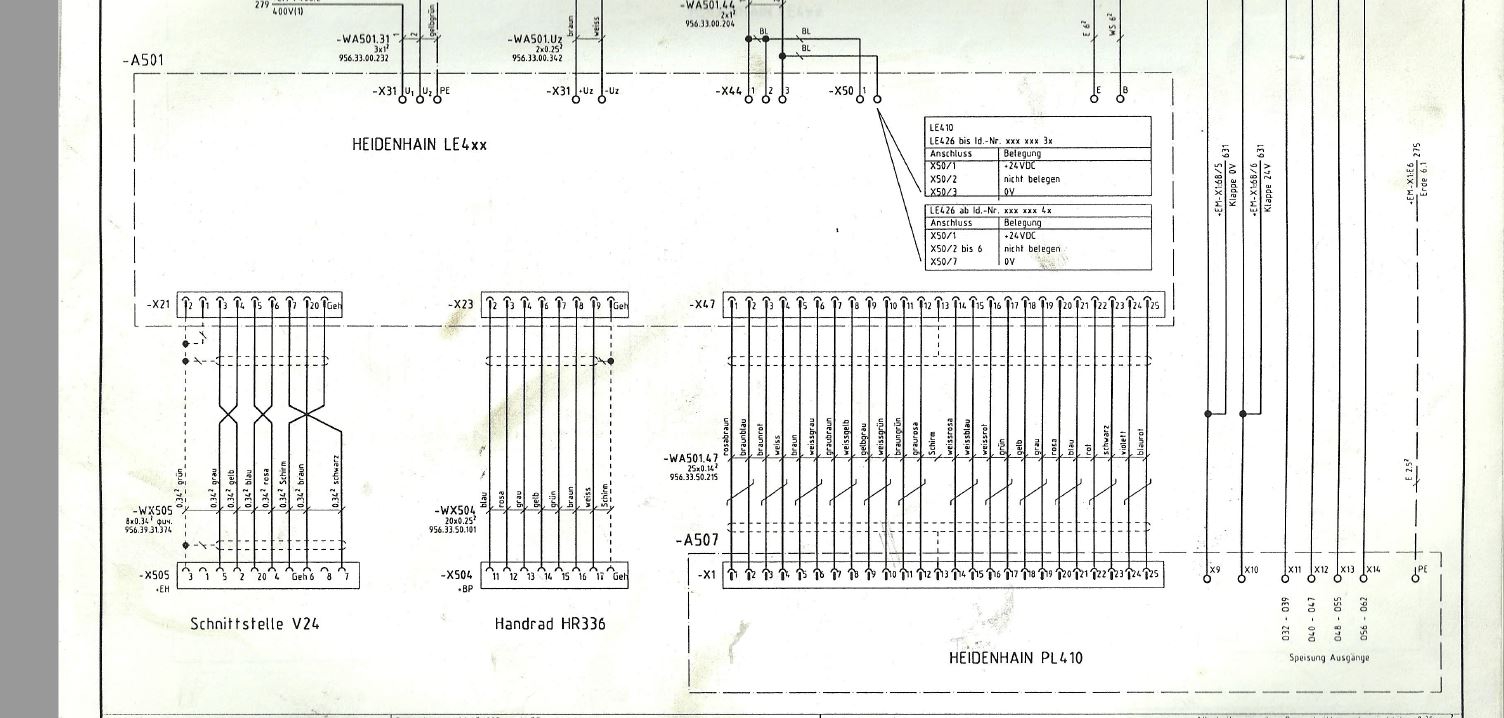
jedna przedstawia połaczenia w sterowaniu
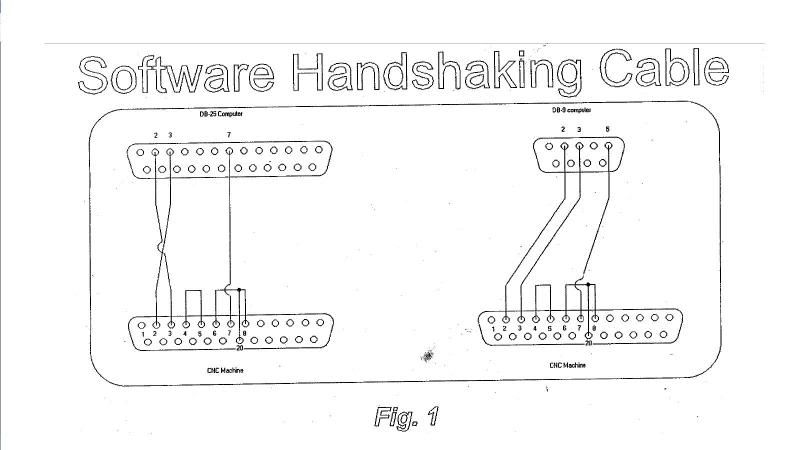
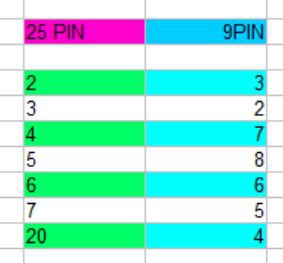
a druga schemat kabla który według serwisu Heidenhaina powinien działać
Na zdjęciu poniżej wtyczka X21 w lewym dolnym rogu to wyjście RS232
będę bardzo wdzięczny za pomoc


")