



39m/minutę ? jakie masz pole robocze że aż tak zapierdalasz ? jak napęd przekładasz ? kurde grubo
podłączenie drivera 500khz
podłączenie drivera 500khz
-
bartekn86
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 7
- Posty: 463
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: podłączenie drivera 500khz
A nie ma przypadkiem tak ze ten enkoder chodzi w pętli zamkniętej z driverem i w zasadzie obojętne jest ile ma rozdzielczości ? są serwa która mają różne enkodery a idzie do tego samego wzmacniacza zapiąć byle by prądy i czujniki temp pasowały (akurat kopie się z sewem przy czymś takim gdzie pole ma 12.7metra na ze 3 metry) przecież w serwie konfigurujesz o ile ma się obrócić wałek przy jednym stepie zakładając właśnie że masz stepa a nie analoga. Tak na chłopski rozum używając max rozdzielczości w/w enkodera to minimalny step przy założeniu że używasz śruby o skoku np. 10 to jest tam 5 czy nawet 6 miejsce po przecinku (albo lepiej) , przecież tego mazak za 5 baniek fizycznie nie jest w stanie zrobić. Żeby kręcić 3kpm i zachować rozsądny step rzędu 5 mikronów ( co i tak jest abstrakcją na maszyny naszej budowy) to wcale nie trzeba mieć tyle mhz przecież. I w związku z tym dalej podtrzymuje pytanie po co tak duże częstotliwości stepu  200khz to faktycznie nie jest za bogato, ale 1mhz to jest już potęga przecież. Uprzejmie proszę o dalsze informacje których chyba jednak gdzieś mi brakuje
200khz to faktycznie nie jest za bogato, ale 1mhz to jest już potęga przecież. Uprzejmie proszę o dalsze informacje których chyba jednak gdzieś mi brakuje
39m/minutę ? jakie masz pole robocze że aż tak zapierdalasz ? jak napęd przekładasz ? kurde grubo
39m/minutę ? jakie masz pole robocze że aż tak zapierdalasz ? jak napęd przekładasz ? kurde grubo


-
Daniu
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 804
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: podłączenie drivera 500khz
W frezarce może tego nie wykorzystasz, ale w ramieniu robota w którym serwo jest spięte np z przekładnia falowa redukująca jego obroty ze 100 razy juz ma to sens.
W serwopacku możesz ustawić „przekładnię” ilości impulsów na obrót..
Kiedyś jak robiłem próby z machem po lpt to mnozylem impulsy x10, teraz w piko mam 1:1 co przy częstotliwości impulsów 750khz daje 4500rpm. prędkości 45m/min oczywiście g0.
W serwopacku możesz ustawić „przekładnię” ilości impulsów na obrót..
Kiedyś jak robiłem próby z machem po lpt to mnozylem impulsy x10, teraz w piko mam 1:1 co przy częstotliwości impulsów 750khz daje 4500rpm. prędkości 45m/min oczywiście g0.
„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 463
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: podłączenie drivera 500khz
Nie spotkałem się z żadnym robotem w którym było by stepdir a nie analog. Co oczywiście nie znaczy że takich niema. Zawęziłem moje rozumowanie do wątku w którym dyskutujemy.
Bogu 40: grubo masz z tymi impulsami na mm
Bogu 40: grubo masz z tymi impulsami na mm
- Załączniki
-
-
 Bogu 40
Bogu 40
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 21 lip 2020, 18:01
- Lokalizacja: Starogard gd
Re: podłączenie drivera 500khz
Pole pracy to 3060x1560x300 listwy zębate oczywiście jak maszyna a właściwie konstrukcja maszyny pozwala można szybciej serwo można podkręcić do 5000 obrotów ale obroty to nie wszystko jeszcze dokładność frezowania im więcej impulsów na obrót tym płynność maszyny lepsza a co za tym idzie precyzja obróbki lepsza no a jak zrobisz coś dobrze i szybko to chyba dobrze .
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 463
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: podłączenie drivera 500khz
Kurde, super Ci to zagnypia, jestesm pod pozytywnym wrażeniem, propsy !!!!!!!!!!!!!!!!
Dodane 4 minuty 59 sekundy:
Dodane 4 minuty 59 sekundy:
jaka jest rozdzielczość tego serwa ? nie enkoder tylko sam minimalny kąt o który się jest to w stanie dygnąć ?Bogu 40 pisze: ↑31 sty 2021, 13:23Pole pracy to 3060x1560x300 listwy zębate oczywiście jak maszyna a właściwie konstrukcja maszyny pozwala można szybciej serwo można podkręcić do 5000 obrotów ale obroty to nie wszystko jeszcze dokładność frezowania im więcej impulsów na obrót tym płynność maszyny lepsza a co za tym idzie precyzja obróbki lepsza no a jak zrobisz coś dobrze i szybko to chyba dobrze .
-
Bogu 40
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 21 lip 2020, 18:01
- Lokalizacja: Starogard gd
Re: podłączenie drivera 500khz
Są to serwa Delta ASDA-B2 nie pamiętam dokładnie chyba 0,7 stopnia ale głowy bym nie dał możesz sprawdzić tu
https://www.delta-americas.com/Products ... 2%20Series
https://www.delta-americas.com/Products ... 2%20Series
-
Daniu
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 804
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: podłączenie drivera 500khz
To nie krokowce. Tu rozdzielczość właśnie ustala enkoder.
A wracając do pytania
Tak to wyglada
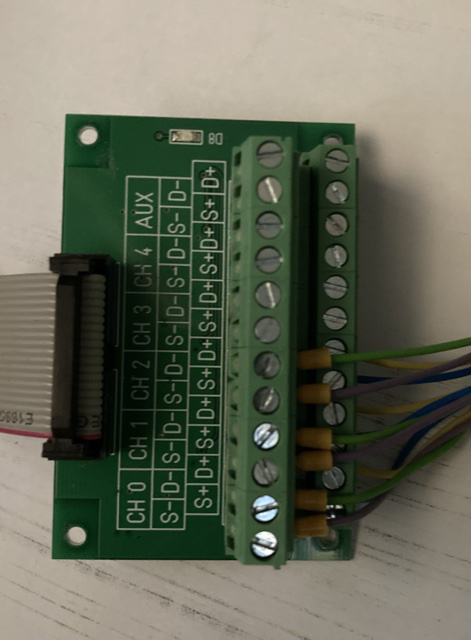
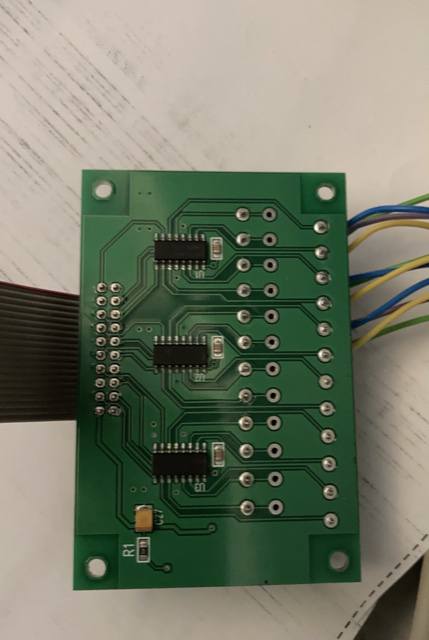
A opis masz w linku podanym przez kol. bartka.
„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 7
- Posty: 463
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: podłączenie drivera 500khz
Teraz łapię, dzięki za wytłumaczenie.
Jeżeli jest faktycznie tak jak mówisz, to zakładając że takimi częstotliwościami chcemy operować, w życiu nie poszedł bym w żadnego step dira, a nawet nie wiem czy nie analoga też. Profinety, albo inne cany wyglądają bezpieczniej przy takim czymś. Ciekawe jak dużo grzebania by było żeby z płytki piko wyciągnąć jakiegoś busa
Jeżeli jest faktycznie tak jak mówisz, to zakładając że takimi częstotliwościami chcemy operować, w życiu nie poszedł bym w żadnego step dira, a nawet nie wiem czy nie analoga też. Profinety, albo inne cany wyglądają bezpieczniej przy takim czymś. Ciekawe jak dużo grzebania by było żeby z płytki piko wyciągnąć jakiegoś busa
-
Daniu
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 804
- Rejestracja: 01 lip 2013, 00:27
- Lokalizacja: Krk
Re: podłączenie drivera 500khz
U producenta piko 

„Trudne czasy tworzą silnych ludzi, silni ludzie tworzą dobre czasy, dobre czasy tworzą słabych ludzi, a słabi ludzie tworzą trudne czasy”…






