




będą, wszak to Polszadziabi3 pisze:I co będziecie się bili nadal że linuxowa wersja jest lepsza a windowsowa gorsza?
osie obrotowe - zamiast constant velocity idzie extact stop


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 14
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Ty naprawdę jesteś umysłowo ograniczony.dziabi3 pisze:Powiedzmy że istnieje firma XXXX i tworzy soft typu linux cnc czy mach i kompiluje 1 wersje pod Windowsa a 2 identyczna pod linuxa
I co będziecie się bili nadal że linuxowa wersja jest lepsza a windowsowa gorsza?
Jeśli ktoś tutaj traktuje sprawy jako Linux kontra Windows, to chyba tylko Ty.
Nie ma LinuxCNC pod Windows tylko dlatego, że Windows nie udostępnia kernela czasu rzeczywistego.
Samemu dopisać nie można, bo licencja Windows nie pozwala żeby mu w bebechach grzebać.
Natomiast wiele programów "linuksowych" jest kompilowanych pod Windows i działa tak samo.
Dzisiaj w tym wątku pisałem :
Tylko Ty cierpisz na wybiórczą ślepotę, nie widzisz tego co Ci widzieć nie pasuje.I to nie jest żadna wojna Linuksa z Windows, pod Windows też dobre programy powstają.
A co do meritum, to i Ty i qqaz pieprzycie od rzeczy.
To nie są żadne "optymalne ustawienia" ani żadna "constans velocity".
To jest ustawienie maksymalnej dopuszczalnej odchyłki przy ścinaniu zakrętów.
Jak sobie zrobię G61 to się w rogu zatrzyma i ruszy, jak zrobię G64P1 to zetnie zakręt o maksimum 1 mm od rogu, a jak zrobię G64P5 to zetnie zakręt oddalając się o maksimum 5 mm od rogu.
Nic się nie rozreguluje i nic nie wpadnie w wibracje.
Tak wygląda program :
Kod: Zaznacz cały
g21 g90 g17
g0 x0 y0 z0 f1000
m3 s10000
g61
g1 y10
g1 x10
g1 x0
g1 y0
g64p1
g1 y10
g1 x10
g1 x0
g1 y0
g64p5
g1 y10
g1 x10
g1 x0
g1 y0
m5
m2 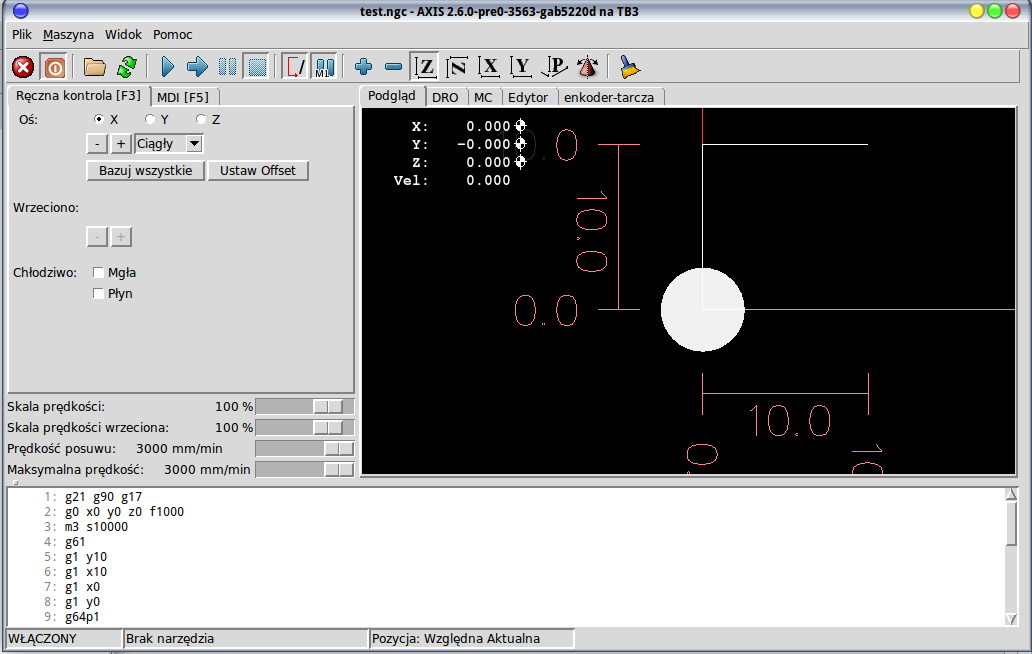
A tak pojedzie frez :
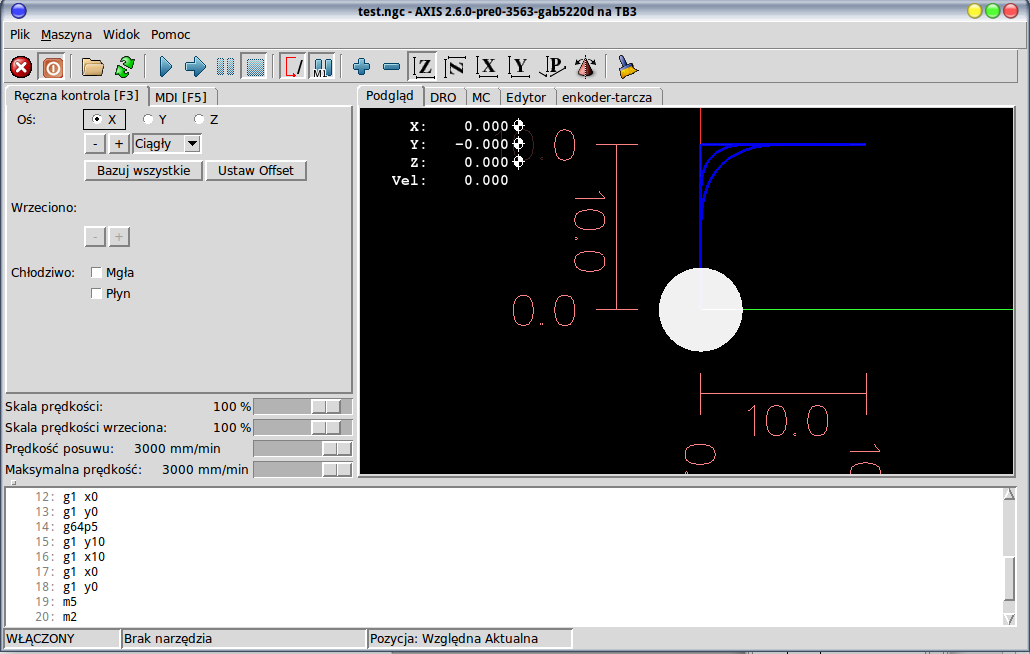
Bez żadnych ptaszków, okienek i innych śmieci.
Nawet jak staniecie na uszach, to w Machu tego nie zrobicie.
.
-
dziabi3
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 11
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
tuxcnc
Ale ty masz taka samą dolegliwość i zdaje mi się że ja zaraziłem się od ciebie 
bzdury piszesz i dowodzisz tylko tego że linux cnc związuje ci ręce
W machu masz 3 głowne tryby i jeden pomocniczy
1) dokładny stop > nie muszę tłumaczyć
**************************************************************
2) CV prędkość > stara się utrzymać tylko prędkość
3) CV dystans > trzyma się trajektorii wyznaczonej dystansem kosztem prędkości
a) stop na danym koncie
Jak ustawisz parametry 2) 3) i a) aby efekt był zadowalający i maszyna wyrabiała to możesz uzyskać więcej niż ty samym parametrem G64 Pxxxx
Niema sensu rozmawiać dalej na ten temat , bo po co
Pracujcie sobie na czym chcecie tylko nie wcinajcie się w rozmowy o machu bo czasami zdaje mi się że wpatrujecie się w tematy machowskie jak sępy
Kod: Zaznacz cały
Tylko Ty cierpisz na wybiórczą ślepotę, nie widzisz tego co Ci widzieć nie pasuje. Kod: Zaznacz cały
Bez żadnych ptaszków, okienek i innych śmieci.
Nawet jak staniecie na uszach, to w Machu tego nie zrobicieW machu masz 3 głowne tryby i jeden pomocniczy
1) dokładny stop > nie muszę tłumaczyć
**************************************************************
2) CV prędkość > stara się utrzymać tylko prędkość
3) CV dystans > trzyma się trajektorii wyznaczonej dystansem kosztem prędkości
a) stop na danym koncie
Jak ustawisz parametry 2) 3) i a) aby efekt był zadowalający i maszyna wyrabiała to możesz uzyskać więcej niż ty samym parametrem G64 Pxxxx
Niema sensu rozmawiać dalej na ten temat , bo po co
Pracujcie sobie na czym chcecie tylko nie wcinajcie się w rozmowy o machu bo czasami zdaje mi się że wpatrujecie się w tematy machowskie jak sępy
Mach3 + CSMIO = 
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Tobie się na okrągło zdaje.dziabi3 pisze:czasami zdaje mi się
Lepiej by było, jakbyś zaczął czytać zamiast się domyślać co jest napisane.
A te twoje wszystkie ptaszki możesz sobie poustawiać jak chcesz, tylko z innym programem zadziałają tak samo i niekoniecznie będzie to tak jak potrzeba.
To właśnie o to chodzi, że program przestaje być programem, bo jest interpretowany zależnie od ptaszków.
Jak ktoś ptaszki przestawi, to sobie będziesz mógł program wydrukować na miękkim papierze.
Ale to chyba za trudne żebyś zrozumiał.
.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Posłuchaj idioto, ja wiem jak działa kompensacja narzędzia, tylko mi się nie chce pisać od nowa tego, co było dziesięć razy na forum opisywane.dziabi3 pisze:tuxcnc
Tobie własnie się zdawało że coś wiesz w temacie o kompensacji narzędzia.
Tak ci się mocno zdawało że aż musiałeś szukać na forum.
Idź błaznować do działu linux cnc no chyba ze już tam mają cie dość.
BTW. Gratuluję napisania trzech zdań bez błędu ortograficznego.
.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 2420
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Tuxcnc'u, kolego , ja jeszcze o tych ptaszkach.
Pokazałeś jak ładnie można parametrem przy G64 zaokrąglić narożniki. I nawet różne promienie!!. Ale czy to do tego miało służyć? Można oczywiście zaokrąglać i widać w Linuxie tak to ładnie działa. A gdy chcesz zmienić to edytujesz Gkod i puszczasz dalej zmieniony???
Tylko kiedy ma być zmiana?
Bo raz robisz ostre prostokąty a innym razem zaokrąglone?
Czyli G64do zaokrąglania rogów ma służyć?
W Machu chyba chodzi o to że gdy zgrubnie coś robisz to można zrobić bardziej płynnie kosztem dokładności. I zmiana powinna być pod ręką operatora, no przy maszynie ,a nie tam gdzie Gkod powstaje ( choć to może w tym samym miejscu ale jednak)
Dlatego Gkod przewiduje że nie można lub można niedokładnie - bo jest lub nie jest wstawione G64, ale ile tego jest to na słuch, zależnie od aktualnej predkości ( bo zmniejszona na%), zależnie od ciężaru detalu na stole ( bo raz duży a raz mały - może być widać) bo wiele innych które wpływają na aktualną wartość dopuszczalną tego zaokrąglenia.
Dlatego w Machu jest to obok ptaszka na pulpicie a nie w Gkodzie.
Jest obok tablicy z korekcjami średnic i długości narzędzi.
Jest obok tablicy odpowiednich posuwów dla narzędzi. (możesz ustawić że samo podpowie jakie mają być)
Jest obok tablicy obrotów da narzędzi ( taż może podpowiadać - jak chcesz to zaptaszcz aktywność)
Jest obok tablicy ofsetów programowych.
Jest obok tych wszystkich eementów parametrycznych które można dotknąć i poprawić podczas obróbki, które dotyczą skrawania.
A nie trajektorii. Jak rysunek ma kąty a nie promienie to są kąty anie Gkod z promieniami
I obejdzie się bez latania na poprawkę Gkodu i szukania gdzie ten programista wcisnął teG64 z parametrem. Bo może być wszędzie wśród tych paru tysięcy linijek
A poza tym to co za różnica jaką formą wprowadzamy informację?
No chyba że ten durny Mach znowu mi stuka silnikami. Bo franca stuka, niestety a na krokówkach to pewnie można szału dostać - wszak dwa prymitywne rozwiązania razem to o jedno za dużo
Pokazałeś jak ładnie można parametrem przy G64 zaokrąglić narożniki. I nawet różne promienie!!. Ale czy to do tego miało służyć? Można oczywiście zaokrąglać i widać w Linuxie tak to ładnie działa. A gdy chcesz zmienić to edytujesz Gkod i puszczasz dalej zmieniony???
Tylko kiedy ma być zmiana?
Bo raz robisz ostre prostokąty a innym razem zaokrąglone?
Czyli G64do zaokrąglania rogów ma służyć?
W Machu chyba chodzi o to że gdy zgrubnie coś robisz to można zrobić bardziej płynnie kosztem dokładności. I zmiana powinna być pod ręką operatora, no przy maszynie ,a nie tam gdzie Gkod powstaje ( choć to może w tym samym miejscu ale jednak)
Dlatego Gkod przewiduje że nie można lub można niedokładnie - bo jest lub nie jest wstawione G64, ale ile tego jest to na słuch, zależnie od aktualnej predkości ( bo zmniejszona na%), zależnie od ciężaru detalu na stole ( bo raz duży a raz mały - może być widać) bo wiele innych które wpływają na aktualną wartość dopuszczalną tego zaokrąglenia.
Dlatego w Machu jest to obok ptaszka na pulpicie a nie w Gkodzie.
Jest obok tablicy z korekcjami średnic i długości narzędzi.
Jest obok tablicy odpowiednich posuwów dla narzędzi. (możesz ustawić że samo podpowie jakie mają być)
Jest obok tablicy obrotów da narzędzi ( taż może podpowiadać - jak chcesz to zaptaszcz aktywność)
Jest obok tablicy ofsetów programowych.
Jest obok tych wszystkich eementów parametrycznych które można dotknąć i poprawić podczas obróbki, które dotyczą skrawania.
A nie trajektorii. Jak rysunek ma kąty a nie promienie to są kąty anie Gkod z promieniami
I obejdzie się bez latania na poprawkę Gkodu i szukania gdzie ten programista wcisnął teG64 z parametrem. Bo może być wszędzie wśród tych paru tysięcy linijek
A poza tym to co za różnica jaką formą wprowadzamy informację?
No chyba że ten durny Mach znowu mi stuka silnikami. Bo franca stuka, niestety a na krokówkach to pewnie można szału dostać - wszak dwa prymitywne rozwiązania razem to o jedno za dużo
-
dziabi3
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 11
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
tuxcnc
A skąd wiedziałeś że jestem idiotą ??
Jestem idiotą co niepotrzebnie odpisuje ciepluchowi co lubi się czepiać ptaszków
A co do moich błędów ortograficznych to tak jest to moja ułomność lecz twoja ułomność jest jeszcze większa i nie polega ona na twojej niewiedzy lecz na świadomym błaznowaniu gdzie popadnie , jednak naprawdę już mają cie dość w dziale cnc.
Po błaznuj jeszcze trochę to może cię przygarną do jakiegoś cyrku jako klauna albo do zoo na wybieg z ptaszkami , tam będziesz mógł się z nimi bawić do woli.
A skąd wiedziałeś że jestem idiotą ??
Jestem idiotą co niepotrzebnie odpisuje ciepluchowi co lubi się czepiać ptaszków
A co do moich błędów ortograficznych to tak jest to moja ułomność lecz twoja ułomność jest jeszcze większa i nie polega ona na twojej niewiedzy lecz na świadomym błaznowaniu gdzie popadnie , jednak naprawdę już mają cie dość w dziale cnc.
Po błaznuj jeszcze trochę to może cię przygarną do jakiegoś cyrku jako klauna albo do zoo na wybieg z ptaszkami , tam będziesz mógł się z nimi bawić do woli.
Mach3 + CSMIO =
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 9874
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Ja rozumiem, że w maszynie dla debili mają być ptaszki i okienka, bo debil nie jest w stanie nauczyć się kilkunastu poleceń G-kodu, a nie będzie przecież z każdą poprawką biegał do uczonego.qqaz pisze:I obejdzie się bez latania na poprawkę Gkodu i szukania gdzie ten programista wcisnął teG64 z parametrem. Bo może być wszędzie wśród tych paru tysięcy linijek[/b]
Ale zaskoczyła mnie wiadomość, że debil nie potrafi użyć opcji "wyszukaj" w edytorze tekstu.
Co do reszty twojej wypowiedzi, to gówno prawda.
Przykład :
W programie Eagle projektuję płytkę PCB i korzystając ze skryptu pcb-gcode generuję G-kod do jej wygrawerowania.
Oczywiście maszyna czkawki dostaje, bo G61.
W zależności od stopnia skomplikowania rysunku dodaję w kodzie G64P0.1, albo G64P0.2, albo G64P0.01, bo to ja wiem jaki może być maksymalny błąd, a debil przy maszynie nie ma prawa niczego na słuch zmieniać.
Rzeczą jeszcze ciekawszą jest to, że taki program mogę wysłać dowolnemu posiadaczowi frezarki sterowanej przez LinuxCNC i jeśli założy on właściwe narzędzie, to wykona identyczną płytkę bez względu na to, co sobie w programie poustawiał.
Nie otrzyma on sieczki, bo jego frezarka bardziej rzęzi i trzeba było inaczej ptaszki poustawiać.
A rzęzi inaczej bo w tle siedem wirusów ciężko pracuje i robi jitter rzędu milionów.
Właściwie to nie wiem po co się tak rozpisuję, przecież miłośnikowi Macha nawet wytłumaczenie jak działa G64 jest niemożliwe, zbyt wysoki poziom abstrakcji, nawet wklejenie obrazków nie pomogło.
Ja nie wiem skąd Wy to sobie wzięliście, że jak w Linuksie, to musi działać inaczej.
I znowu gówno prawda, bo to nie Linux kontra Windows tylko matematyka.
G64 działa w LinuxCNC identycznie jak w Machu, bo tego inaczej zrobić się nie da.
Cała różnica sprowadza się do sposobu podania parametru.
Można się nauczyć, że parametr przy G64 oznacza maksymalny dopuszczalny błąd względem G61, albo można być wypytywanym "masz frezarkę czy plazmę ?".
Wbrew wszelkim pozorom to pierwsze jest łatwiejsze i daje przewidywalne wyniki.
Na zakończenie spróbuję Wam wyjaśnić czym różni się filozofia Linuksa od filozofii Windows.
Aby w Linuksie zaczęła działać sieć, trzeba w terminalu wpisać :
Kod: Zaznacz cały
ifconfig eth0 192.168.0.77 up
route add default gw 192.168.0.1 eth0Owszem, trzeba to zapamiętać, ewentualnie wiedzieć gdzie znaleźć gdy się zapomniało.
Ale to zawsze będą tylko dwie dość proste linijki kodu.
No to teraz spróbujcie ustawić sieć w Windows ...
Ja kiedyś poległem na pytaniu czy chcę się połączyć z siecią domową czy firmową.
Teraz to już wiem co poeta miał na myśli, ale wtedy kurwicy dostałem.
A podobno Windows jest łatwiejszy w obsłudze ...
.
-
dziabi3
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 11
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
Zdaje mi się że wyzywając ludzi od debili dowartościowujesz się HAHA bo sam nie masz łatwego życia jako klaun
Weź przestań tłumaczyć bo od tych twoich mądrości to nam głowy porozsadza HAHA
W sensie za taka ilość bredni to za dużo jak na jeden dzień
Żebyś ty wiedział jakie głupoty ty wypisujesz to szok , może lepiej się nie dowiaduj po sobie palniesz w głowę.
Tu nawet nie chodzi już o macha czy linuxa tylko o twoje podejście to tego co nieznane i obce , wiesz a może ty jeszcze wierzysz w to że Ziemia jest płaska i jej krawędź jest zaraz za twoim domem i codzienny starach przed spadnięciem w przepaść ciśnie ci na mózg.
Weź przestań tłumaczyć bo od tych twoich mądrości to nam głowy porozsadza HAHA
W sensie za taka ilość bredni to za dużo jak na jeden dzień
Kod: Zaznacz cały
Właściwie to nie wiem po co się tak rozpisuję, przecież miłośnikowi Macha nawet wytłumaczenie jak działa G64 jest niemożliwe, zbyt wysoki poziom abstrakcji, nawet wklejenie obrazków nie pomogło.
Ja nie wiem skąd Wy to sobie wzięliście, że jak w Linuksie, to musi działać inaczej.
I znowu gówno prawda, bo to nie Linux kontra Windows tylko matematyka. Tu nawet nie chodzi już o macha czy linuxa tylko o twoje podejście to tego co nieznane i obce , wiesz a może ty jeszcze wierzysz w to że Ziemia jest płaska i jej krawędź jest zaraz za twoim domem i codzienny starach przed spadnięciem w przepaść ciśnie ci na mózg.
Mach3 + CSMIO =






