



")
Zaczynam modernizację ww. tokarki ,była bez napędów, silników i sterowania
piszę bo do końca nie jestem przekonany na czym ją uruchomić ,zapewne linuxcnc
( jaki napęd :krokówki ,hybrydy,serwa ? i czym wysterować zawory oraz wysterować obrót rewolweru
PLC vs ladder,mesa vs 2gi-LPT ? na razie próba była jako oś A)
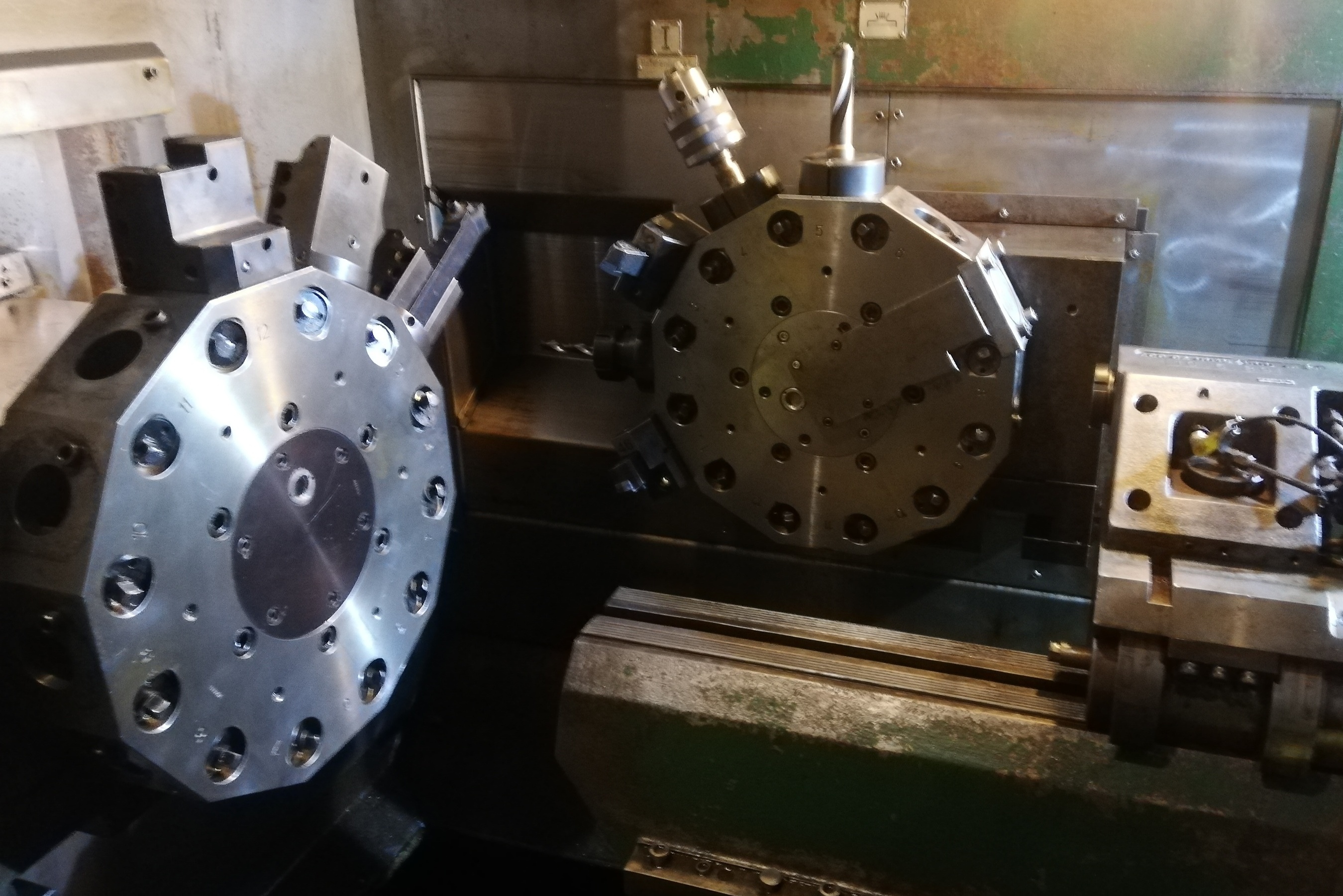
a jest trochę bardziej skomplikowana , ma dwie osie x i dwie z , dwa rewolwery
jeden z napędem i przechwytem (na razie napęd i przechwyt nie sprawne ale może z czasem się uruchomi )
obracane elektrycznie było silnikiem będzie chyba krokówką , blokowane hydraulicznie
trochę czujników, zaworów hydraulicznych do wysterowania i styczników
jak się zrobi kilka mniej ważnych załączanych ręcznie to i do obsługi wystarczy drugi port LPT
spory dla mnie dylemat to napęd wrzeciona
oryginalnie był silnik z 25kW i przełozenie 1:1 , nie bardzo mi się widzi wsadzanie tam
znowu takiego silnika z falownikiem , z kolei przy mniejszym silniku
pewnie braknie momentu bez przełożenia przy większej średnicy i mniejszych obrotach,
jak to jest rozwiązane w innych fabrycznych tokarkach nie ma przynajmniej z 2 przełożeń ?
robić jak było z mniejszym silnikiem czy coś kombinować ?
wstępne próby toczenia już były i wypadły obiecująco, sterowanie pożyczyłem obok od frezarki
a krokówki 8nm miałem w zapasie teraz przyszedł czas żeby to zrobić normalnie
jeszcze jedno pytanie jak jest załączany agregat hydrauliczny i silnik smarowania w takich fabrycznych maszynach
jak maszyna jest gotowa ale stoi nie wykonuje ruchów,
bo silnik smarowania chyba powinien być włączany razem z ruchami bo coś za dużo oleju idzie jak na stałe
jeśli ma ktoś propozycje to z krótkim uzasadnieniem
Pozdrawiam!


")
")








