



Modernizacja dłutownicy DAA 16
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Ano, każdemu w/g jego potrzeb  Swojej plazmy to chyba z rok nie odpalałem .
Swojej plazmy to chyba z rok nie odpalałem .


-
 senio
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 17
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Modernizacja dłutownicy DAA 16
@kamar
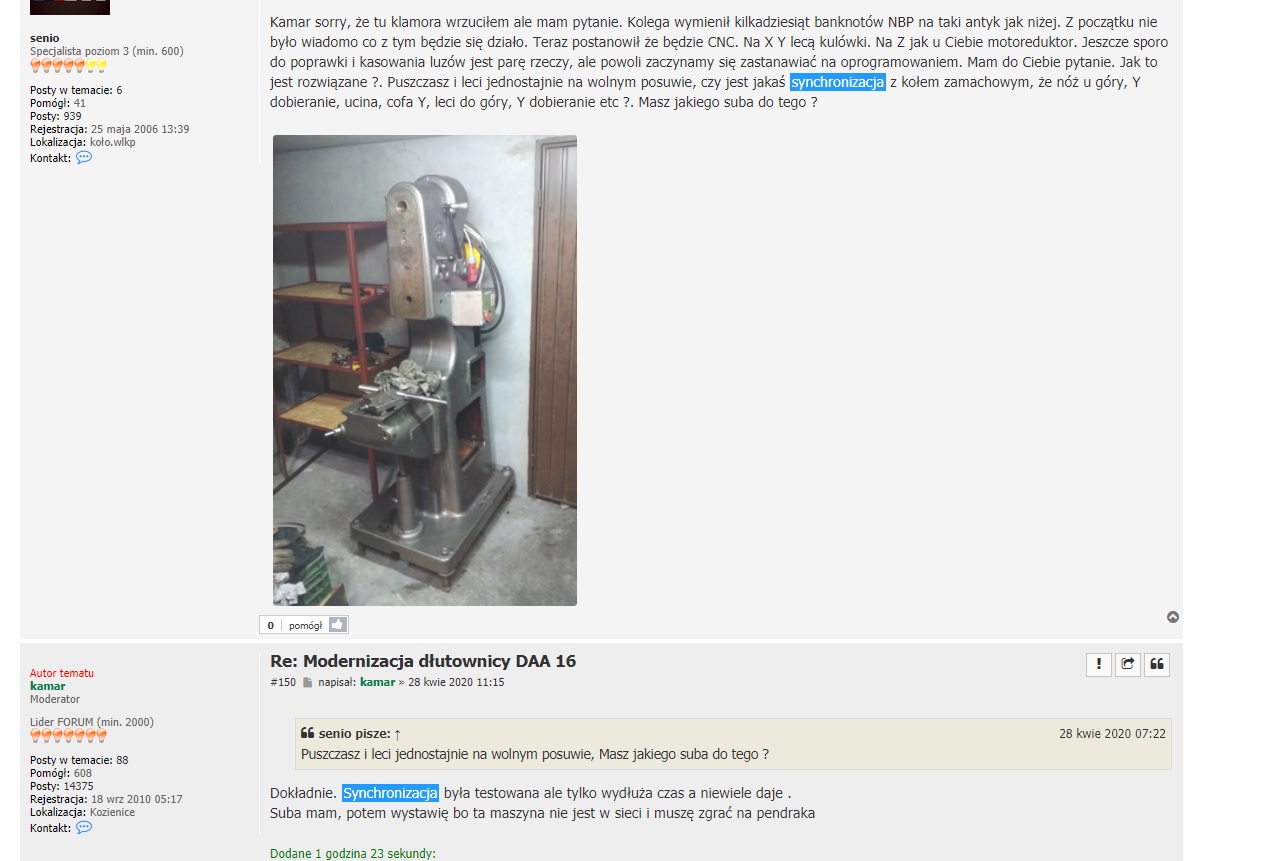
Nie chce mi się całego tematu czytać więc zapytam. Czy Ty robiłeś jakąś synchronizację noża z posuwem czy jedzie na stałe małą prędkością. A jeśli nie robiłeś, to jak widzisz coś takiego jak enkoder i jakaś synchronizacja. Powiedzmy index u góry uruchamia dojazd x czy y o wielkość przybrania, skrawa leci do góry i kolejny index i kolejny cykl. Chodzi o to że jednak na stałym posuwie nie jest to szczęśliwe rozwiązanie na wolnych obrotach bo jednak hebluje jak idzie do góry po materiale. Nie wiem też jakim kodem by to sterować z enkoderem. Podpowiesz coś czy nie ma rozwiązania na to ?.
Nie chce mi się całego tematu czytać więc zapytam. Czy Ty robiłeś jakąś synchronizację noża z posuwem czy jedzie na stałe małą prędkością. A jeśli nie robiłeś, to jak widzisz coś takiego jak enkoder i jakaś synchronizacja. Powiedzmy index u góry uruchamia dojazd x czy y o wielkość przybrania, skrawa leci do góry i kolejny index i kolejny cykl. Chodzi o to że jednak na stałym posuwie nie jest to szczęśliwe rozwiązanie na wolnych obrotach bo jednak hebluje jak idzie do góry po materiale. Nie wiem też jakim kodem by to sterować z enkoderem. Podpowiesz coś czy nie ma rozwiązania na to ?.
-
bear
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1336
- Rejestracja: 15 gru 2014, 23:03
- Lokalizacja: Łódź
Re: Modernizacja dłutownicy DAA 16
Serio dłużej jest wpisać w wyszukiwarkę "synchronizacja" niż wyklepać taki długi post? Ale tu perełkasenio pisze:Nie chce mi się całego tematu czytać więc zapytam
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Robiłem to prościej, z czujką na kole od korbowodu. Przybierało tylko wtedy jak nóż wyjechał. Ale szybko zrezygnowałem, bo korzyści nie widziałem a zwalniało obróbkę. Może szybsze posuwy dłuta ?
Czujka i tak się przydaje do zatrzymywania maszyny w górze.
Czujka i tak się przydaje do zatrzymywania maszyny w górze.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Nie pomogę. nie było to g-kodami a uzależniał ruch osi w halu od sygnału czujki a to już nie moja bajka.
Podobnie z zatrzymaniem w górze, działa ale jak zrobione to nie wiem.
Podobnie z zatrzymaniem w górze, działa ale jak zrobione to nie wiem.
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 17
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Modernizacja dłutownicy DAA 16
Rozumiem. Natomiast w takim razie prawdopodobnie nie ma takiej możliwości skoro to sterowałeś w halu, żeby uzależnić skokowy ruch osi sterowany z enkodera. W innym wypadku raczej byś nie wyważał otwartych drzwi halem tylko g-kodmi albo subem to załatwił. Dlatego o to zapytałem. I ostatnie pytanie. Nie masz gdzieś tego starego hala żeby podejrzeć jak to było sterowane ?
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Mam takiego, co tam jest to nie wiem.
Kod: Zaznacz cały
# Generated by stepconf at Thu Feb 12 12:58:15 2009
# If you make changes to this file, they will be
# overwritten when you run stepconf again
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD traj_period_nsec=[EMCMOT]SERVO_PERIOD key=[EMCMOT]SHMEM_KEY num_joints=[TRAJ]AXES
#loadrt probe_parport
loadrt hal_parport cfg=0x378
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0,0 ctrl_type=p,p,p,p
loadrt and2 count=1
loadrt or2 count=1
loadrt flipflop count=3
loadrt timedelay count=1
loadrt edge count=2
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf and2.0 servo-thread
addf or2.0 servo-thread
addf flipflop.0 servo-thread
addf flipflop.1 servo-thread
addf flipflop.2 servo-thread
addf timedelay.0 servo-thread
addf edge.0 servo-thread
addf edge.1 servo-thread
net spindle-cw <= motion.spindle-forward
#net coolant-flood <= iocontrol.0.coolant-flood
net estop-out => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
setp parport.0.pin-03-out-invert 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-08-out
net zdir => parport.0.pin-09-out
net astep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net adir => parport.0.pin-07-out
net spindle-cw => parport.0.pin-16-out
#net coolant-flood => parport.0.pin-17-out
net all-limit <= parport.0.pin-11-in
net spindle-index <= parport.0.pin-13-in
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 32000
setp stepgen.0.dirsetup 32000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
net all-limit => axis.0.neg-lim-sw-in
net all-limit => axis.0.pos-lim-sw-in
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 32000
setp stepgen.1.dirsetup 32000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
net all-limit => axis.1.neg-lim-sw-in
net all-limit => axis.1.pos-lim-sw-in
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 32000
setp stepgen.2.dirsetup 32000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net all-limit => axis.2.neg-lim-sw-in
net all-limit => axis.2.pos-lim-sw-in
setp stepgen.3.position-scale [AXIS_3]SCALE
setp stepgen.3.steplen 1
setp stepgen.3.stepspace 0
setp stepgen.3.dirhold 32000
setp stepgen.3.dirsetup 32000
setp stepgen.3.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net apos-cmd axis.3.motor-pos-cmd => stepgen.3.position-cmd
net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
net astep <= stepgen.3.step
net adir <= stepgen.3.dir
net aenable axis.3.amp-enable-out => stepgen.3.enable
net all-limit => axis.3.neg-lim-sw-in
net all-limit => axis.3.pos-lim-sw-in
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 17
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Modernizacja dłutownicy DAA 16
To pewnie Artur załatwił jakimś postgui.hal. Do tego było coś w ini i sobie działało. Bez Artura i 0.7l to tego nie rozwiążemy. Przyjdzie przerobić to żeby mechanicznie cofało czuję. A szkoda bo w robocie home made szybkość nie ma wielkiego znaczenia. A czym mniej klamotów dorabianych w tym miejscu tym lepiej. W wielu DAA 16 te cofanie jest zaspawane na beton bo szybko to się rwie.






