Ok, cala masa nowosci w temacie epoxybetonu.

Jesli chodzi o moj system kanalow:
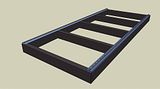
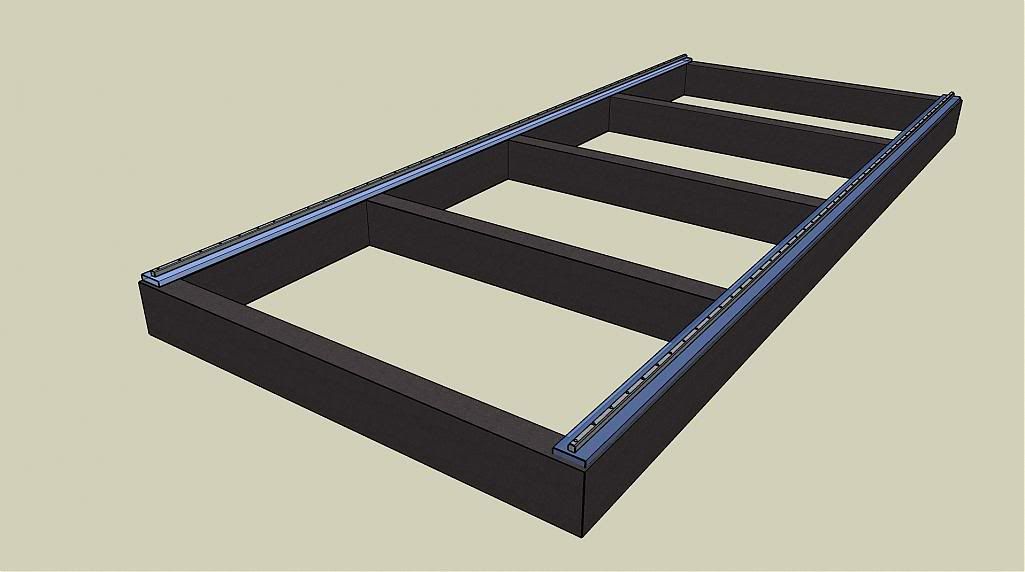
Koncept polegal on na wylaniu warstwy epoxy i w prosty (prostacki?) sposob stworzeniu powierzchni bazowej pod lozyska liniowe. Belki stolu mialy zostac tymczasowo polaczone kanalami aby byly na identycznym poziomie:
Ta czesc poszla bez wiekszych problemow. Belki zostaly odpowiednio przygotowane i po dwoch 4mm warstwach powstala oczekiwana powierzchnia:

Po zastygnieciu zostana tam ulozone listwy aluminiowe, ktore potem zostana powtornie zalane:

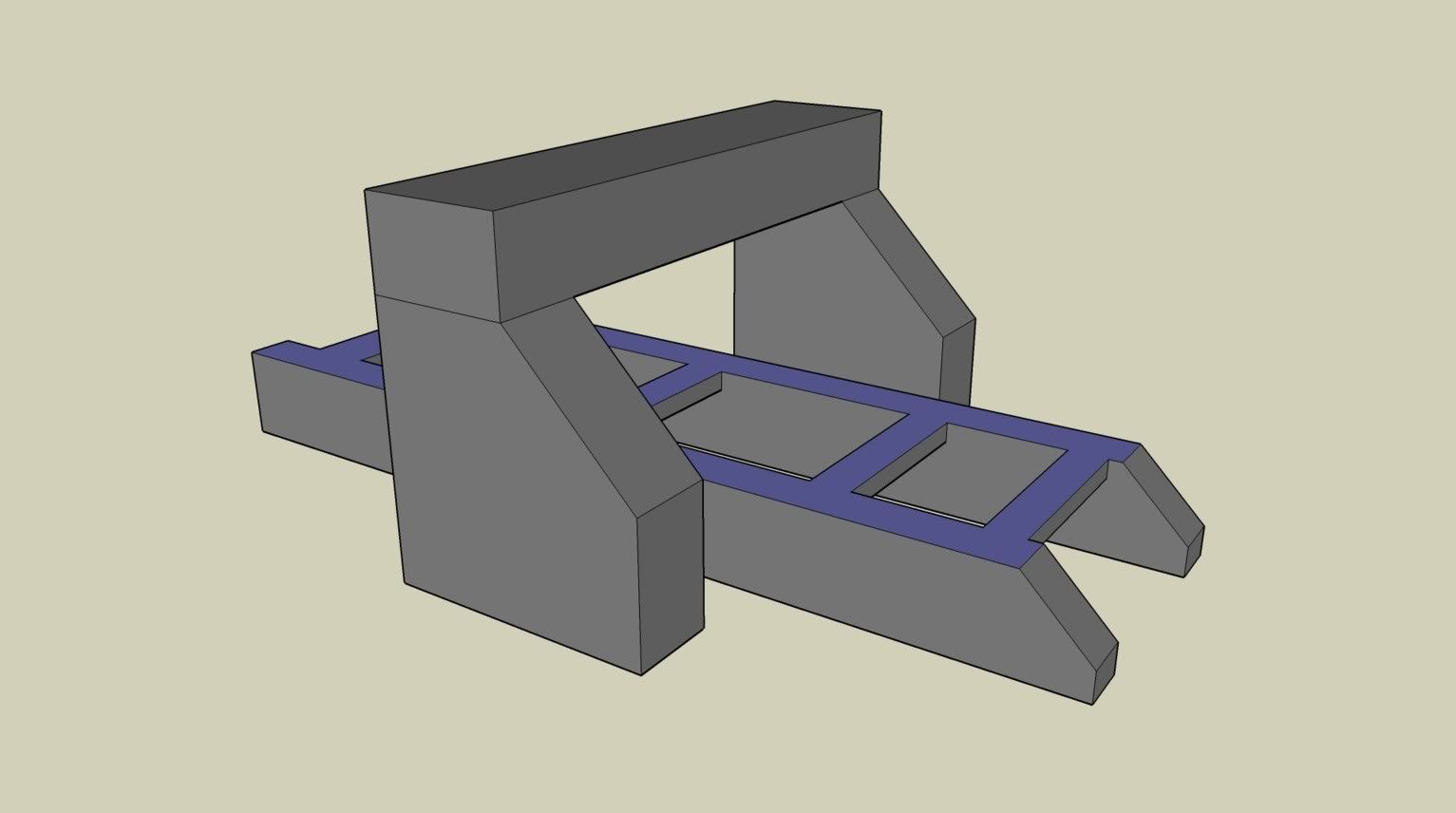
Przy bocznych krawedziach potrzebny byl odpowiedni margines- ze wzgledu na zjawisko napiecia powierzchniowego cieczy
http://pl.wikipedia.org/wiki/Napi%C4%99 ... erzchniowe 30mm to prawdopodobnie minimum, choc przyznam szczerze ze nie robilem dokladnych pomiarow. Zbyt wiele sie tu dzieje aby zakopywac sie w szczegoly.
Kilka uwag:
-System ma dosc powazne ograniczenia. Rozlewajaca sie ciesz uklada sie do krzywizny Ziemi ktora (w zaleznosci od zrodla) wynosi co najmniej 0.127mm/m. Przy 6 metrowym stole blad siegalby wiec powyzej 0.75mm.
-Klej epoxydowy ma swoje tendencje. Pierwsza to lepkosc, druga to bable powietrza. Do mojego eksperymentu uzylem przypadkowej epoxy z lokalnego sklepu i wydaje sie ze miala ona w sobie domieszki usuwajace powietrze- zdecydowanie bylo mniej babli niz zwykle. Przy wyborze kleju kierowalem sie niska lepkoscia wiec tak naprawde nie wiem co kupilem, dealer nie chcial sie przyznac jakiej uzywa zywicy i jakiego producenta.
Testowalem tez specjalistyczna zywice do blatow, przygotowana specjalnie do celow wylewania powierzchni- choc moze nie calkiem precyzyjnych (do blatow barowych). Charakteryzuje sie ona podobno lepszymi parametrami i przyznam ze ma zauwazalnie twardsza powierzchnie. Na pewno ma w sobie domieszki bo rowniez nie produkuje babli powietrza i dosyc ladnie sie rozlewa. Jedyny problem to to ze ma lepkosc gestego miodu. Z dokumentacji wynika ze rozlewa sie ona do grubosci ok 3.2mm. Proba uzycia tej zywicy w "cienszych" warstwach powoduje komiczne rezultaty:

To oczywiscie proba wykonania epoxybetonowej plyty traserskiej (o ktorej za chwile).
* * *
Wracajac jeszcze do precyzyjnych powierzchni. Wiele miesiecy temu koledzy zamiescili link do firmy sprzedajacej "precyzyjne" kleje epoxydowe do wylewania powierzchni. Z tej firmy pochodzil miedzy innymi klej do laboratoryjnej powierzchni do testowania satelitow o ktorej wspomnialem jakis czas temu. Na stronie internetowej firmy widnieja jednak tylko przyklady podlog stajni wyscigowych NASCAR i generalnie nikt z nas nie zaglebial sie w ich technologie.
http://www.precisionepoxy.com/PlateInfopg4.htm
Po 9 miesiacach ktos w koncu odwazyl sie tam zadzwonic i okazalo sie ze ich oryginalnym zamierzeniem byly wlasnie loza do maszyn CNC! Jednak jako ze dopiero zaczynali i potrzebowali sponsora- akurat pierwszy z brzegu pojawil sie NASCAR- i tak juz zostalo.
Osobiscie mam wrazenie ze jeszcze do nich wrocimy..
* * *
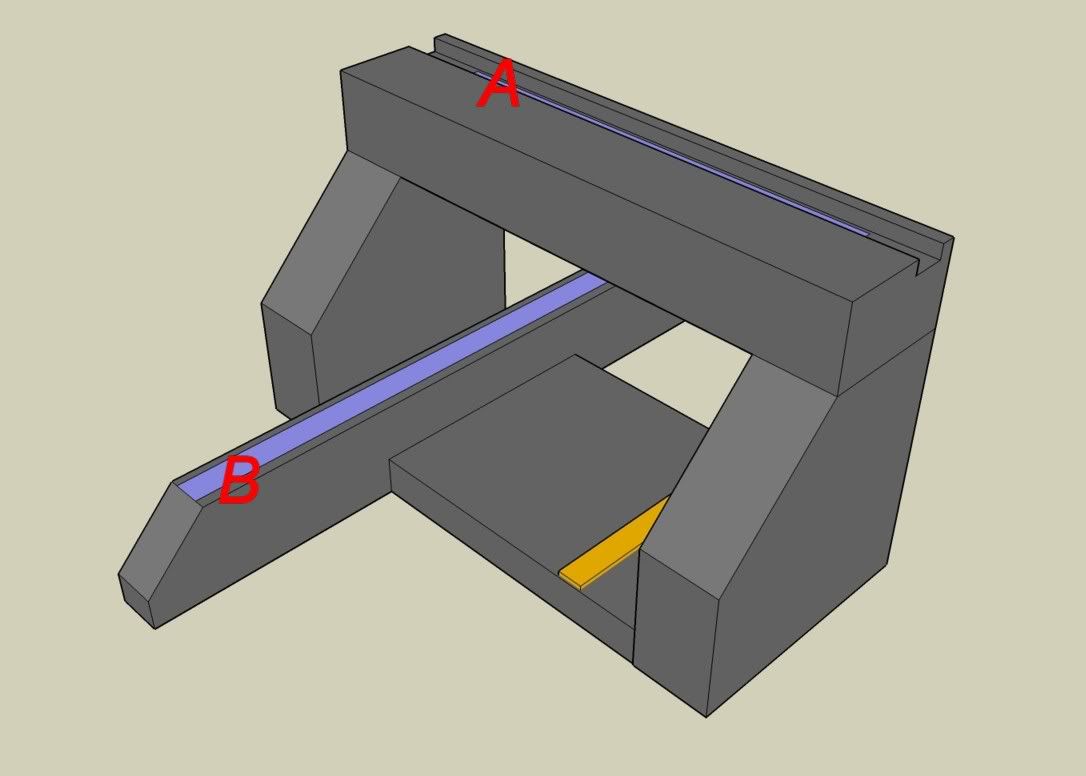
Jedna dodatkowa uwaga. W moim projekcie najpierw powstala powierzchnia A, potem B
Skoro B miala ulozyc sie do krzywizny Ziemi to nalezalo najpierw w ten sam sposob ustawic A:

(Czy jest ktos w stanie wynalezc bardziej zwariowany sposob na budowe maszyny?)
* * *
Powroce jeszcze na chwile do tematu Mori Seiki ktory zamiescil Kowal na stronie 10. To stamtad, jak pamietamy, wywiazala sie m.in. kontrowersja "napedu przez srodek ciezkosci".
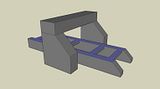
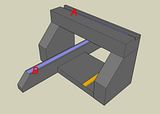
Bladzac po internecie natknalem sie na kilka rysunkow Mori, wygladaly one dosc ciekawie wiec pozwole sobie je zamiescic. Na marginesie dodam ze ponizsze konstrukcje mocno przypominaja korpusy z syntetycznego granitu stosowane przez firme Hermle, ten pierwszy wyglada jak Hermle C500.



Rysunki pokazuja tajniki budowy nowoczesnych maszyn i przyznam ze uzycie podwojnych napedow wyglada calkiem sprytnie. Mysle ze przy dzisiejszych szybkosciach oraz silach skrawania trudno jest zapobiec "przekaszaniu" na osiach i dlatego najprostszym rozwiazaniem problemu bedzie wlasnie podwojny naped.
Przy okazji natknalem sie tez na interesujaca lekture z mechaniki traktujaca miedzy innymi temat montowania lozysk liniowych. Okazuje sie ze montowanie w kwadrat nie jest wcale takie optymalne i gwarantuje stabilnosc systemu jedynie przy niewielkich silach skrawania. Optymalny system to mniej wiecej 1:1.6 a maximum sztywnosci to 1:3. Niesamowite.
To czywiscie tylko tak na marginesie..
* * *
Ok, powrot do epoksydowej plyty traserskiej.
Dosyc dawno temu jeden z kolegow zamiescil projekt poteznego stolu do maszyny. Zaprojektowal metalowa rame, postanowil zamontowac dziesiatki gwintowanych insertow i zalac calosc kompozytem. Okazalo sie jednak ze napiecia powierzchniowe kleju spowoduja stozek wokol kazdego insertu wiec nie da sie w ten sposob osiagnac precyzyjnej powierzchni. Dodatkowo aby to wylac nalezaloby uzyc kleju bez kamieni, wiec dodatkowo powierzchnia bylaby zupelnie plastikowa. Projekt zostal w koncu zarzucony.
Wertujac ostatnio forum natknalem sie na jego rysunki i dotarlo do mnie ze moznaby ten stol odlac do gory nogami- na plycie traserskiej. Zalatwiloby to dwa problemy- precyzyjnej powierzchni oraz plastikowosci. Najtwardsza powierzchnia z najwieksza iloscia kamieni powstaje na spodzie odlewu, a skoro odlewamy do gory nogami to tam wlasnie bylby blat stolu. Postanowilem tez przetestowac czy da sie to zrobic bez wibrowania calosci- nie chcialo mi sie budowac poteznej konstrukcji aby przetestowac system ktorego i tak prawdopodobnie nie bede uzywal.
Oto pierwsza oficjalna hobbystyczna epoksydowa plyta traserska!

Powstala oczywiscie przy uzyciu krzywizny naszej planety wiec ma swoje ograniczenia.
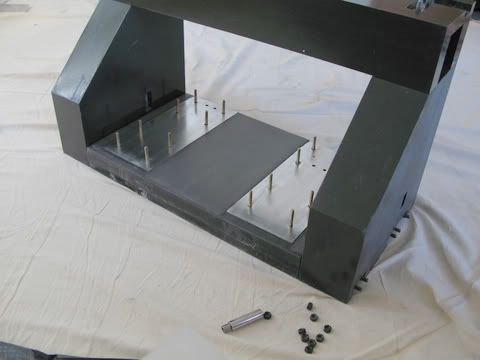
Na plyte zostala (niezbyt dokladnie) naciagnieta folia do kanapek; do calosci przykleilem 100 badziewnych insertow:

Pomiedzy inserty rozsypalem warstwe kamieni i calosc zalalem kompozytem- oczywiscie bez wibrowania. Nie byl to zbyt dobry pomysl bo po pierwsze gesta mieszanka miala powazny problem z przeniknieciem warstwy kamieni, i po drugie bez wibrowania nie da sie osiagnac odpowiedniego ubicia materialu.

W kazdym razie system dziala i przy uzyciu prawdziwej precyzyjnej plyty traserskiej oraz poteznego stolu wibracyjnego powstalby wystrzalowy stol do maszyny. Pytanie tylko oczywiscie po co..
* * *
Ok, czas na naprawde ciekawe informacje.
Wiele wydarzylo sie ostatnio w temacie komercyjnych odlewow. Dzieki systematycznemu przekopywaniu internetu bardzo powaznie poglebilem swoja wiedze i zdecydowanie posunalem sie do przodu. Przyznam ze moja wiedza sprzed 2 miesiecy byla mocno niekompletna.
Dodatkowo na naszym amerykanskim forum pojawili sie ludzie z komercyjnego epoxybetonu- i to dosyc wysokiego lotu. Jeden zajmuje sie projektowaniem czesci do maszyn i ma na koncie 30 tonowa konstrukcje z epoxybetonu; jego nauczycielem byl czlowiek ktory zarzadzal epoxybetonem m.in. w Hardinge i szkolil sie w Szwajcarii- skad to pochodzi oryginalny material Studera. Ten drugi rowniez pojawil sie na naszym forum i zarejestrowal sie z imienia i nazwiska. Widzialem tez ze przez 2 godziny wertowal moj temat- byla wiec mala konsternacja bo przypomnialy mi sie wszystkie zdjecia zamieszczone na forum bez zgody firm dla ktorych oni pracuja
W sumie nie wiemy z jakimi zamiarami ci ludzie sie tam pojawili dlatego jeden z naszych ludzi poprosil aby nie zamieszczac na forum szczegolow zwiazanych z firmowymi patentami. Jakby nie patrzec budujemy dla nich konkurencje i przez zamieszczenie ewentualnych tajemnic patentowych mogliby doprowadzic do celowego usuniecia tematu z forum.
* * *
Idac dalej tropem ciekawych informacji. Oto pdf ktory kazdy powinien sobie wydrukowac i powiesic na scianie:
http://static.scribd.com/docs/40jr1dnhd ... VIEW=width . Rozwiewa on wiele legend i mitow oraz pokazuje jak sie robi komercyjne odlewy a szczegolnie formy do komercyjnych odlewow. Z tym pdf'em zwiazana jest cala masa informacji. Sa to rzeczy dosyc istotne i nie chcialbym czegos pominac, dlatego dokladny opis zrobie jak bede mial wiecej czasu.
Pdf przyslal nam kolega z Francji. Uzywaja oni najprawdopodobniej systemu Studera, ktory zawiera dioryt, dzieki czemu szlifuje sie na wysoki polysk i bardzo przypomina prawdziwy granit. Zdjecia pokazuja obrobke powierzchni odlewow- firma dla ktorej oni pracuja zajmuje sie produkcja wysokiej klasy instrumentow pomiarowych oraz kamiennych plyt traserskich- maja wiec odpowiednie szlifierki do obrobki i jest im to zupelnie po drodze. Oto ich katalog:
http://www.microplan-group.com/Download/ENG_2005.pdf
Wiekszosc firm unika obrobki odlewow bo sa prostsze sposoby wykonywania precyzyjnych powierzchni montazowych. Sposoby sa calkiem rewolucyjne i dopiero zaczalem je poznawac wiec jest to temat na przyszlosc. Moge jedynie powiedziec ze na horyzoncie sa nie-metalowe powierzchnie pod lozyska liniowe.
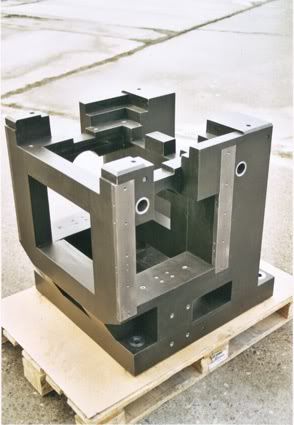
Oto przykladowe granitowe loze:

Powierzchnie sa proste do ok 2.5 mikrona na dlugosci 650mm.
* * *
Mam tez nowe informacje na temat form odlewniczych. Wspomniany pdf pokazuje masowo stosowane plyty pazdzierzowe- proponuje dobrze sie przyjrzec bo rozwiewa on mity i legendy "precyzyjnych form". Precyzyjne metalowe formy kosztuja w granicach $5.000-$50.000 i sa stosowane w bardzo waskim kregu produktow. W domowych niskobudzetowych maszynach stosowanie frezowanych metalowych form to zupelny absurd.
I tutaj istotny fakt: to ze powszechnie stosuje sie badziewne materialy na formy wcale nie oznacza ze sa one robione byle jak. Wrecz przeciwnie! Niektore z nich to prawdziwe dziela sztuki, a drewniane elementy klasa wykonczenia przypominaja produkty meblarskie:

Jest wiele szczegolow i wiele nowych informacji, brak tylko czasu zeby to wszystko zamiescic.
Jesli ktos juz cos zaczal robic badz ma ochote zaczac i potrzebuje jakichs informacji to prosze pytac, zamieszczac tematy, rysunki i nie robic niczego w ciemno. W dziale "Inne sprawy mechaniczne" jest potezny temat dotyczacy odlewow, przegladaja go koledzy z wielu branz i na pewno ktos bedzie w stanie pomoc, a przynajmniej zapobiec katastrofie. Odlew wykonuje sie tylko raz i jesli nie byl on dobrze przemyslany to cala praca idzie na marne. Ja wykonalem kilkaset kg odlewow i 1/3 z nich pojdzie na smietnik. Jednak jestem na to gotowy bo bardziej interesuje mnie testowanie roznych rozwiazan anizeli sama budowa maszyny. Maszyna powstaje raczej przy okazji.
Pozdrowienia!





")



")
pozdro