")
Dzięki wielkie,che13 pisze: ↑26 sty 2018, 13:10KAMILLO 251
niezła maszyna, widać full profeska moja zdecydowanie mniejsza.
Udało się złożyć oś y
https://youtu.be/cncG5sgl7NI
I ogarnąć sterowanie nie wiem jeszcze dlaczego nie widzę ścieżki Narzędzia w Machu.
Zapowiada się owocny weekend.
Spędziłem sporo czasu na projektowaniu i wymyśleniu wszystkiego tak by było jak najprostsze w wykonaniu a zarazem spełniało swoje zadanie jak najlepiej.
Wzorowałem się na maszynach profesjonalnych i na tych które budują garażowcy tacy jak ja.
Z działania jestem zadowolony!
Tak swoją drogą dodaj więcej zdjęć i jaśniejsze filmy bo chciałbym zobaczyć więcej szczegółów Twojego dzieła.
Układu łożysk mogę bez kłopotów przekształcić, jednak po frezowaniu stali nie słychać żadnych dźwięków z wrzecionka. Na tą chwilę prędkość graniczna łożysk to 6800rpm. Jednak wrzeciono ma problem z ciepłem po 30 minutach pracy z prędkością 1000rpm wałek osiąga temperaturę 45C, natomiast obudowa 26C przy temperaturze otoczenia ok 15C . Podwyższenie obrotów powoduje oddanie większych ilości ciepła jednak nie badałem tego przy wyższych obrotach. Mierzyłem wałek po ok 3 godzinach przerywanej pracy z obrotami od 600rpm do 1400rpm i pod koniec wałek miał temperaturę 67C. Łożyska bliżej stożka to 7208B z koszykiem stalowym natomiast od strony napędu założyłem łożyska 7208AATB. Wyszło tak ponieważ sprzedawca pomylił się i zamiast dać wszystkie łożyska typu AATB dał 2 typu B i 2 typu AATB. Naprężenie wywołuję przez nakrętkę wałka natomiast zewnętrzne bieżnie w obudowie opierają się na pierścieniu pomiędzy parą dolną i górną oraz na pierścieniach zewnętrznych dolnych i górnych. Nie stosowałem żadnych sprężyn kompensujących rozszerzalność termiczną. Nakrętkę na wałku dokręciłem lekko(tak by nie było luzu osiowego i poprzecznego)oraz zablokowałem podkładką. Po złożeniu wrzeciona odrazu bylem zmartwiony tym, że wrzeciono nie obraca się tak lekko jak bym tego chciał tylko z oporem, myślałem że to się ułoży jednak nie. Pytanie do Znawców, czy problem leży w wykonaniu pierścienia wewnętrznego(jego powierzchnie styku z bieżniami zewnętrznymi łożysk nie są równoległe). Obudowa została tolerowana na 0 i po lekkim podgrzaniu obudowy łożysko daje się włożyć ręką, wałek wykonany z jednego mocowania w kłach na tokarce także tolerowany na 0 i z montażem łożysk po ich podgrzaniu brak problemów. Kręci się to i frezuje, nie wykazuje luzów.
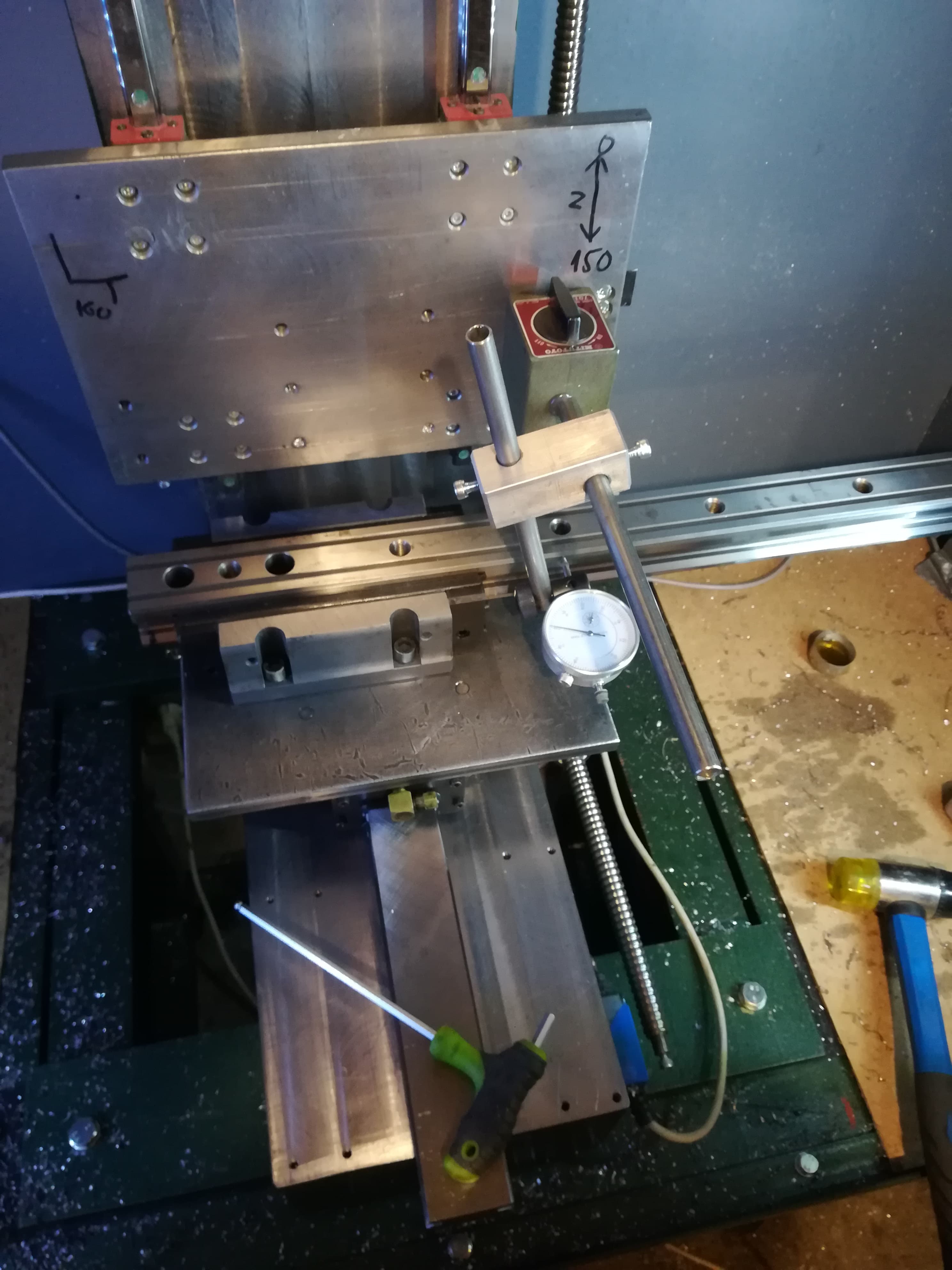
Jedno jest tylko co daje wątpliwości montażowe - bicie 0.02 które pojawia się na wałku, oprawce i narzędziu.
Jest w tym samym punkcie w każdym pomiarze, co dziwne występuje po przeszlifowaniu stożka wałka już po montażu wrzeciona(wrzeciono obrobione z zmontowanego układu). Czy dobrze myślę, że to problem niedokładności elementów montażowych?
Nie jestem profesjonalnym konstruktorem tylko amatorem i to wrzeciono traktuje jako doświadczalne dlatego wałek nie został poddany obróbce cieplnej i szlifowaniu. Wykonałem go ze stali 40HM. Na tą chwile mocowanie narzędzia odbywa się z pomocą pręta gwintowanego(M12) który zaciąga oprawki BT30( montaż znany z frezarek konwencjonalnych). Przewiduję wymianę automatyczną ale niekoniecznie pneumatyczną.
Wrzeciono aktualnie uszczelnione jest pierścieniami Zimmera. Wiem że to dodatkowe ciepło ale tak było mi najłatwiej.
Przepraszam cię kolego che13, że zaśmiecam Twój temat.
Pozdrawiam, Kamil.


")
")