



")
W linku film z palcem w roli głównej dla pewnosci dla waszych oczu:
Wiec chyba pozostanę przy opcji pierwszej 1/5 i rozdzielczosc 0,01
Nie dodałem a co bardzo ważne przy konfiguracji, Śruby są połączone z silnikami za pomocą kół pasowych 24 zęby na każdym więc przełożenie 1:1 nie gra roli w konfiguracji....(chyba?)
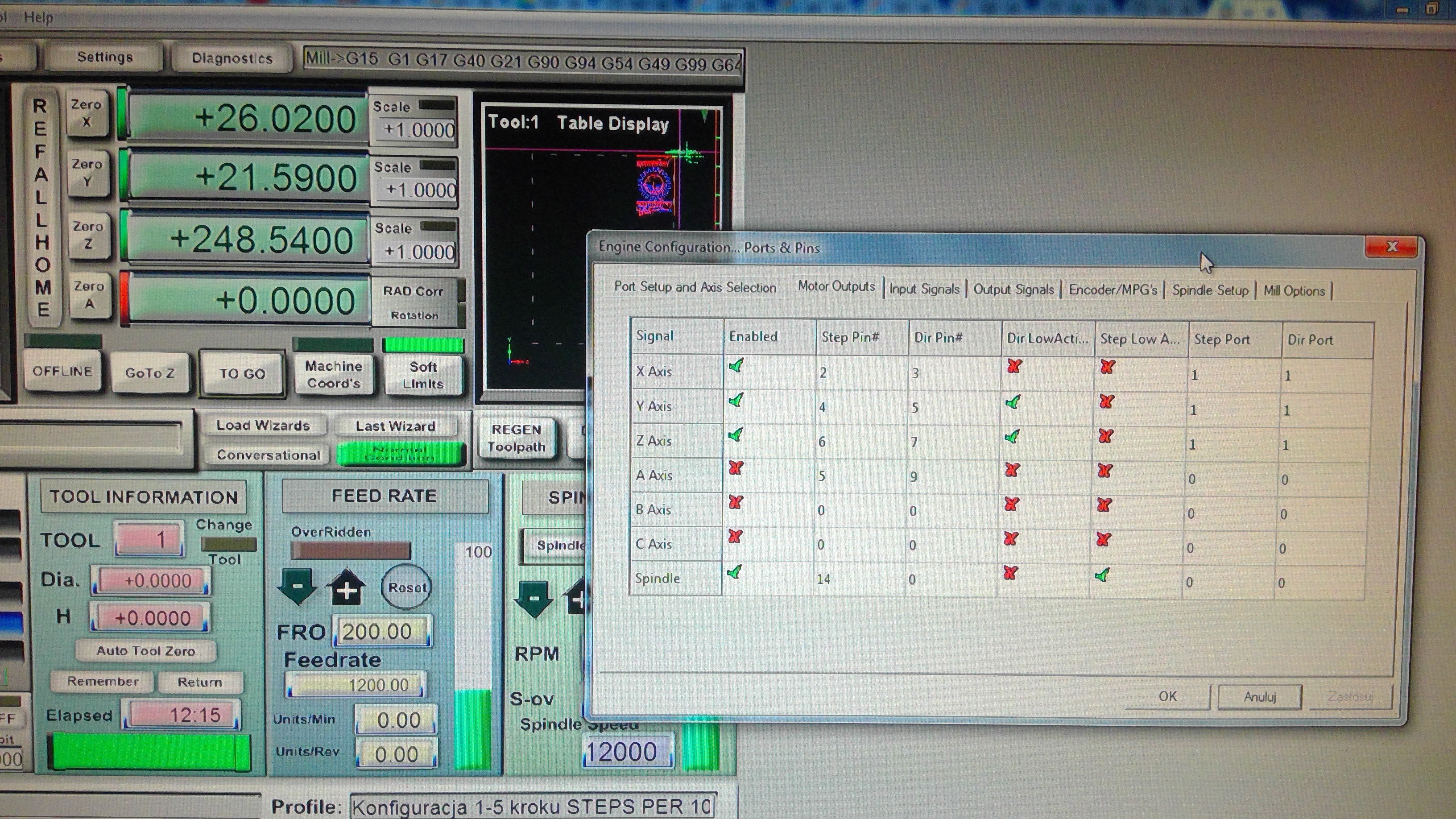
Poniżej zdjęcie:




")

")
 8
8






