")
ale to już masz kolejny błąd w konfiguracji macha i sterowników...
przy śrubach kulowych 05 lub 10 mikrokroki ustawiasz zawsze na wielokrotność 5tki czyli 1/5 lub 1/10 itd... inaczej mach zawsze będzie miał w ciul miejsc po przecinku do liczenia i w końcu zacznie zaokrąglać i się gubić... 1/4, 1/8 itd to mikrokroki dla śrub trapezowych o skoku 4mm ewentualnie kulowej 1204...
śrubę możesz zmierzyć... narysuj kropkę markerem na gwincie, zrób palcem jeden pełny obrót po gwincie i narysuj kropkę na tym samym poziomie, zmierz odległość między środkami kropek (gwintu)... jeśli jesteś pewny, że masz takie same śruby w każdej osi jeden pomiar wystarczy... jeśli nie to musisz zmierzyć wszystkie osie
jak się uporasz z tym - przejdziemy do zworek w steroniku
EDIT:
już widzę się uporałeś
[ Dodano: 2017-05-08, 09:43 ]
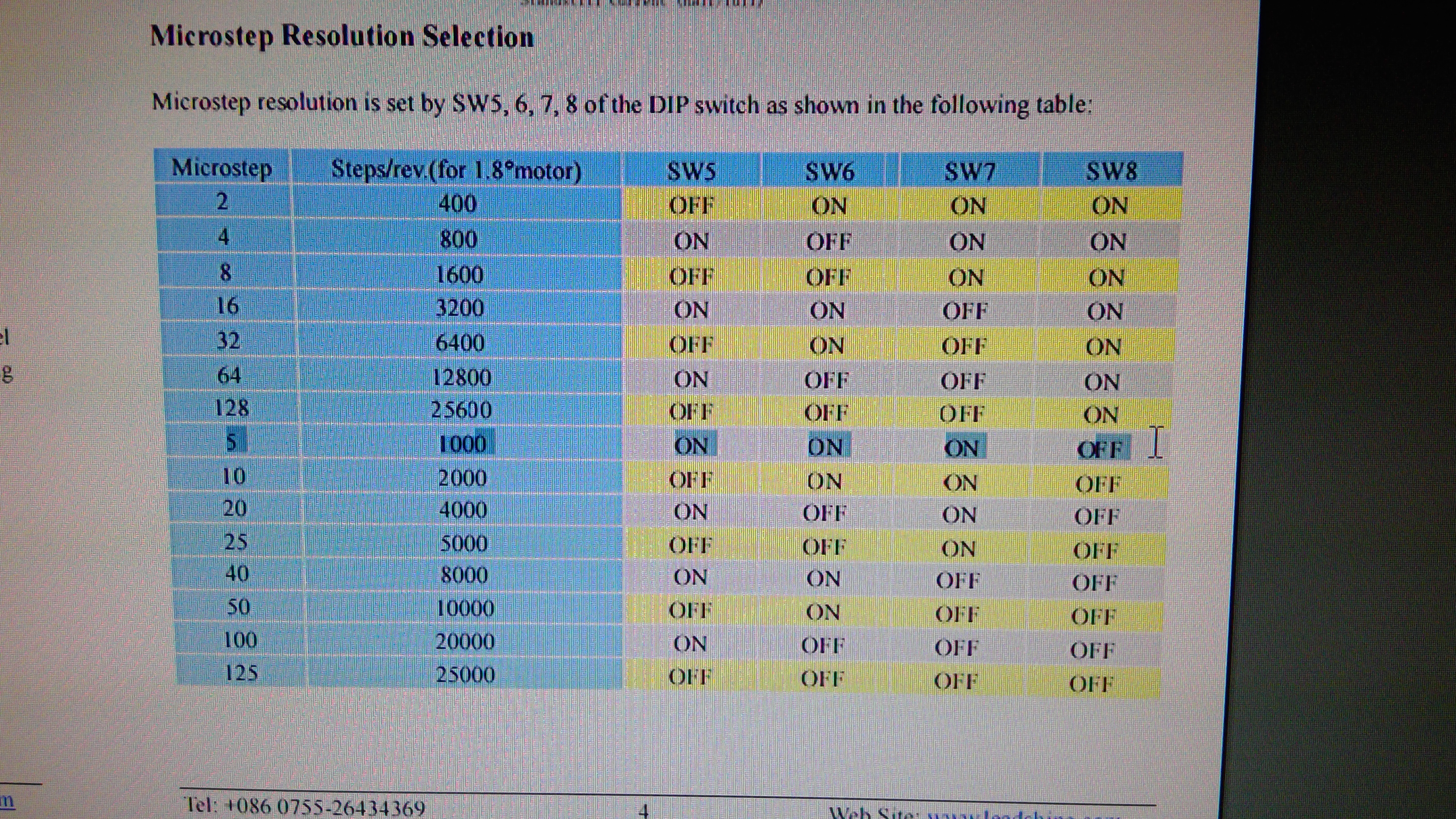
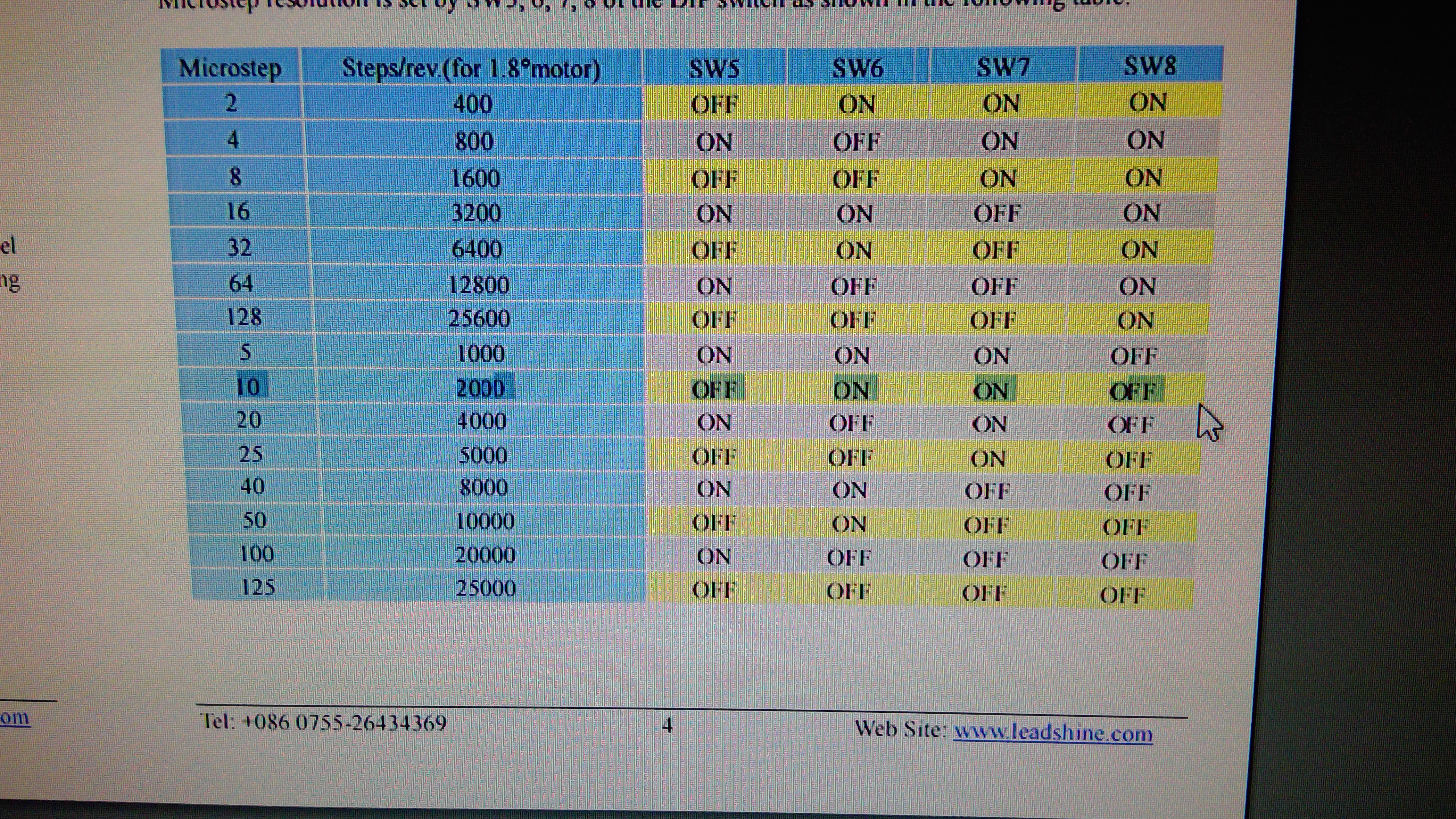
no to teraz na sterownikach ustaw krok 1/10 czyli:
SW5: OFF
SW6: ON
SW7: ON
SW8: OFF
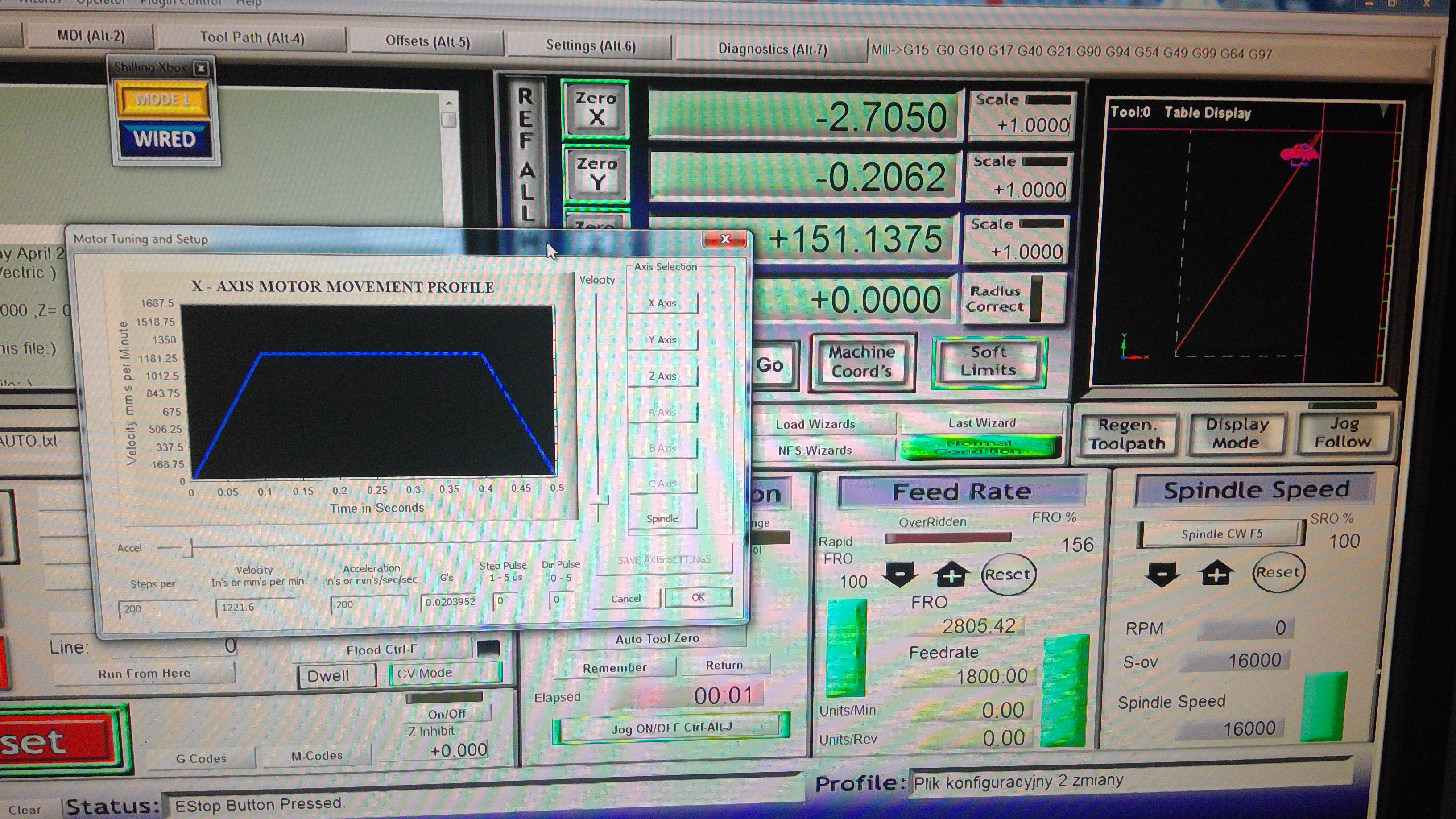
Daje to 2000 mikrokroków na obrót czyli 400 mikrokroków na mm - tyle wpisujesz w "steps per"...
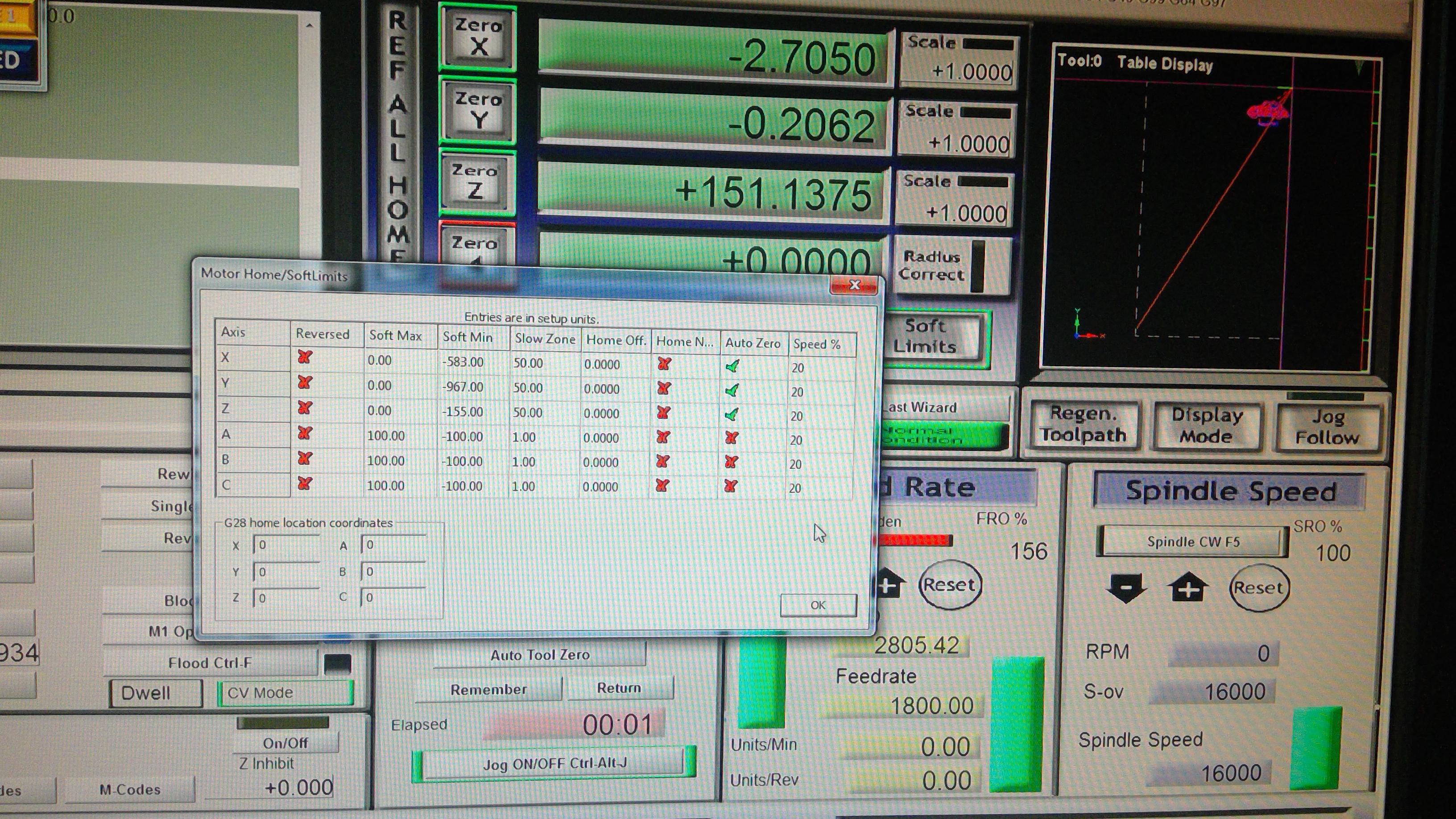
Sprawdź jednostki w machu i zobacz błąd x0->x50 ile teraz wynosi...


")
")
")