



Chodzi o napięcie, pewnie zakres TTL czyli do 5V.
Luz na głowicy narzędziowej CKT 400x750


-
Robert_K
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 6
- Posty: 1279
- Rejestracja: 15 sie 2017, 08:03
- Lokalizacja: Podkarpacie
Re: Luz na głowicy narzędziowej CKT 400x750
qerc pisze:To napisz jak to robić powinno to pomóc.
Generalnie robi się to tak, że trzeba znaleźć w dokumentacji schemat podłączenia enkodera, żeby sprawdzić które przewody odpowiadają za poszczególne sygnały - często jest to rozpisane albo na kolory przewodów albo numery łączówek. Obok często jest tabelka z kodami dla poszczególnych pozycji - pokazuje jakie stany są na poszczególnych przewodach enkodera dla pozycji głowicy. Stany logiczne są opisane w tych tabelkach jako 0 i 1 co odpowiada 0V i +24V DC.
W zależności od ilości pozycji zazwyczaj jest 4 (dla głowic do 8 pozycji) lub 5 przewodów (9 pozycji lub więcej) do kodowania pozycji, oprócz tego sygnały STROBE, PARITY i dwa przewody zasilające enkoder.
Pozycja jest kodowana np. w kodzie BCD, więc wygląda to mniej więcej tak:
Pozycja: Bity pozycji:
2³2²2¹20(dwa do zerowej)
1. 0000
2. 0001
3. 0010
4. 0011
5. 0100
I tak dalej. Teraz powiedzmy masz głowicę na pozycji 4, więc po przyłożeniu miernika na łączówkę enkodera powinieneś mieć 0V na przewodach odpowiedzialnych za bit 2³ i 2² i +24V na przewodach odpowiedzialnych za bity niższe. Oprócz tego musisz na każdej pozycji mieć +24V na przewodzie sygnału STROBE, oraz jeśli suma jedynek z bitów pozycji i sygnału STROBE jest parzysta to masz też +24V na przewodzie od sygnału PARITY (Ten sygnał nie występuje w niektórych chińskich głowicach).
To wszystko, oprócz miernika będzie Ci potrzebna jeszcze kartka papieru i coś do pisania żeby tą tabelkę zapisać.
Mam nadzieję że opisałem to w miarę zrozumiale.
Pozdrawiam.
")
-
 DamianKondrak
DamianKondrak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 12
- Posty: 12
- Rejestracja: 01 cze 2022, 13:02
Re: Luz na głowicy narzędziowej CKT 400x750
Przepraszam za brak odzewu ale wiecie jak to jest w dzisiejszych czasach.
Uszkodzenie/problem ogólnie rozwiązany ale poniżej opisze jak to załatwiłem.
Niestety nie znam się za bardzo, albo nie znałem
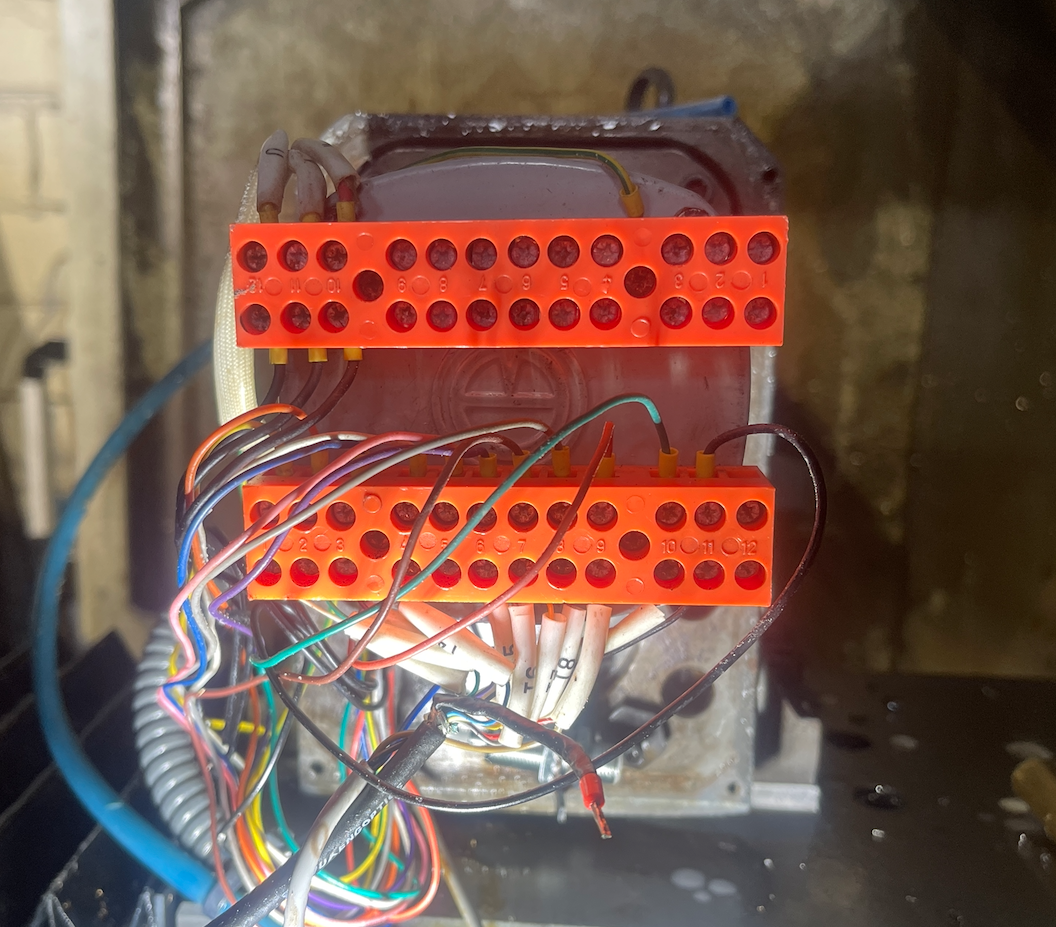
Z racji posiadania 8 narzędzi na listwie mamy 8 przewodów dot. narzędzi a reszta to zasilanie enkodera oraz czujnika położenia narzędzia [czy jest zmienione, czy nie - warto tutaj dodać że jest do odczyt "fizyczny"]. Na wszystkich narzędziach w większości pokazywało brak zasilania gdy narzędzie się zmieniło a sterownik odczytał poprawnie. Po milionowym razie ustawiania enkodera doszedłem że problem występuje w narzędziu 8, ponieważ tylko to narzędzie nigdy nie wskoczyło prawidłowo. Na zwykły mierniku pokazywało mi wtedy że napięcie nadal jest miło że nie powinno go być. Wyjąłem enkoder i sprawdziłem przykładając żarówkę do niego czy 8 pozycji jest poprawnych. Potwierdziło się że nie działa 8 położenie i dodatkowo czasami błędnie ale tym razem losowo inne pozycje. Dzięki wsparciu użytkownika qerc wiedziałem że maszyna nigdy nie pomyli się uruchamiając narzędzia 1-3 i to że one działają nic nie znaczy. Dodatkowo nauczyłem się odczytywać wartości sterownika PLC, tam również można zauważyć problem z wczytywaniem narzędzia. Było kilka możliwości, enkoder [wiedziałem że napewno on nie wysyła sygnału bo sprawdziłem za pomocą żarówki], przewód [przecięty, niedokręcony ect.], sterownik PLC zwariował oraz w szafie gdzie wchodzą sygnały coś jest nie tak. Na szczęście z wszystkich podejrzeń jedyną uszkodzoną rzeczą był enkoder. Kupiłem nowy i wymieniłem. Sama wymiana jest bajecznie prosta i przy poprawnym enkoderze nawet jego ustawienie zajmuje moment. Warto pamiętać że enkoder nie jest bardzo wrażliwy na zmiany, w sensie obrót o jeden włos nic nie zmienia. Najlepiej przy zdejmowaniu zaznaczyć sobie jego położenie na ramce gdzie przylega do głowicy i mamy temat z głowy.
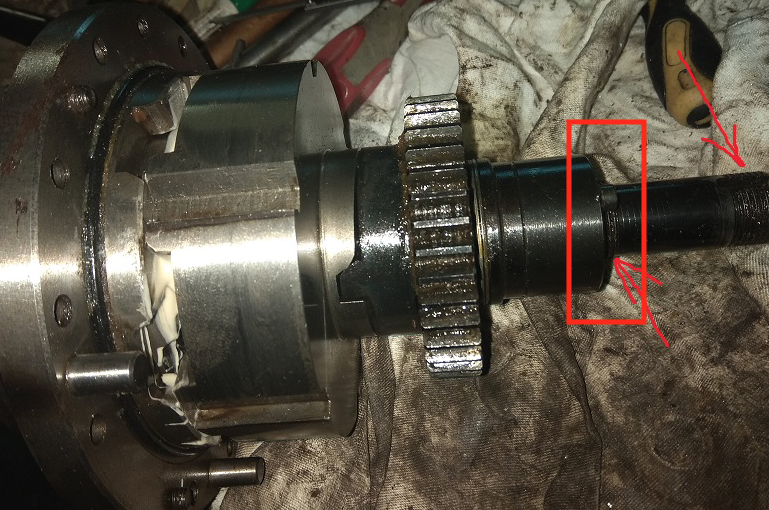
Ogólnie temat okazał się bardzo prosty i klarowny ale bez pomocy automatyka jeśli człowiek się nie zna wygląda to strasznie. Sama budowa głowicy narzędziowej jest bardzo prosta. I niestety śruba z tyłu, którą na początku dokręciłem aby usunąć luz nie wystarczyłaby na długo.. Śruba z tyłu służy do trzymania wału w osi i niczego więcej, można usunąć minimalny luz ale wydaje mi się że jest to doraźne rozwiązanie. Aby usunąć taki luz jak ja miałem należy wyjąć cały wałek i pośrodku dokręcić śrubę "kontrującą", i należy pamiętać o słowie dokręcić u mnie było to jeden zwój.
Podsumowując, tak jak pisałem powyżej wszystko udało się naprawić. Głowica działa bez zarzutów i szybko wczytuje narzędzia. Jeśli macie jakieś pytania oczywiście postaram się odpowiedzieć.
Dzięki za pomoc w rozwiązaniu problemu!
Poniżej przesyłam filmy pokazujące panel sterowniczy i odczyt ze sterownika PLC.
https://mega.nz/file/dhxmRZoR#I8Cm8tX1z ... m4wn-8P3Z8
https://mega.nz/file/xpYVBI7B#7srOQQmiq ... mBcjxeJSUc






