szatri pisze: ↑13 sie 2021, 15:24
bo się w zeznaniach gubisz, raz idiota, potem poprawione na kochanie, a teraz od gości.
Nic się nie gubię, to moderator miał głupią zabawę.
Natomiast kwestia idioty jest zamknięta - ja napisałem, Ty przeczytałeś, nie ma sensu się powtarzać.
Ale skoro już rozmawiamy, to Ci wyjaśnię : dokonujesz zmian których skutków nie potrafisz przewidzieć. Może masz fajną zabawę, ale skutek musi być taki jaki jest - w pewnym momencie u Ciebie przestaje działać to co u innych działa nadal, bo inni nie mają takich głupich pomysłów. Potem domagasz się pomocy, której nikt nie potrafi udzielić, bo u wszystkich działa, więc niby jak mają znaleźć przyczynę że nie działa?
Napisałem Ci proste zdanie w twoim ojczystym języku:
tuxcnc pisze: ↑12 sie 2021, 20:26
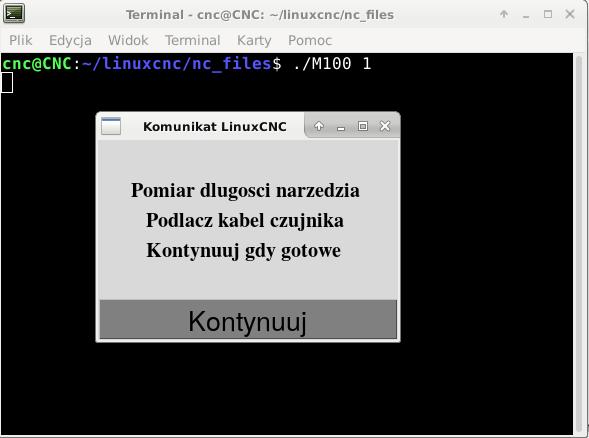
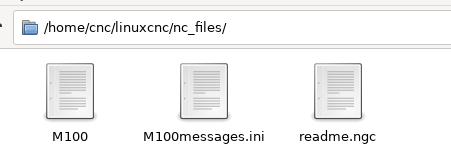
Linuxcnc nie może znaleźć pliku wykonywalnego M100 w żadnym z przeszukiwanych folderów.
Czego tu można nie rozumieć?
Nie może znaleźć, bo sam narobiłeś burdelu.
To jest jedyne prawdziwe wyjaśnienie dlaczego nie działa.
Więcej Ci jednak nie powiem, bo jesteś nie tylko ignorantem, ale też chamem, więc nie dostaniesz ode mnie już niczego podanego na tacy.




")



")
")






