



Kroki
-
januszjan
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 7
- Posty: 109
- Rejestracja: 24 lis 2020, 17:42
Kroki
Co może byc powodem nieprecyzyjnego obrotu silnika? ustawiłem w dżogu przesuw co krok o wartość 0,01 pierwsze dwa kroki wykonywane są prawidłowo czyli co 0,01 potem przesuw jest juz inny co prawda błąd jest tylko o 1 mikron ale gubi kroki i tak się zastanawiam, łaj? podział mam ustawiony na 400 kroków zmieniłem na 401 to przesuwa o 0,0075 zamiast o 0,01


-
 TOP67
TOP67
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Kroki
To jest śruba czy może pasek?
400 to ilość impulsów na milimetr?
Jeśli tak, to nie możesz zgubić mikrona.
A co się dzieje, jak zadajesz kolejne kroki? Jakie jest przesunięcie po np. 20x0,01 mm i 2x0,1 mm?
Dodane 2 minuty 31 sekundy:
Generalnie to chyba za dużo oczekujesz
400 to ilość impulsów na milimetr?
Jeśli tak, to nie możesz zgubić mikrona.
A co się dzieje, jak zadajesz kolejne kroki? Jakie jest przesunięcie po np. 20x0,01 mm i 2x0,1 mm?
Dodane 2 minuty 31 sekundy:
Wykonał 3 kroki po 1/400 mm. Kolejne będą po 0,01 mm. Ale takie zachowanie powinno być przy ustawieniu 399, a nie 401.
Generalnie to chyba za dużo oczekujesz
-
januszjan
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 109
- Rejestracja: 24 lis 2020, 17:42
Re: Kroki
na razie testuję sama elektronikę z dwoma silnikami X i Y, ploter ma srubę trapezową 16x4 i jest praktycznie gotowy, chciałem właśnie dograć elektronikę
pozycja Steps per ustawiłem 400 dla obu silników i tak:
Przy ustawieniu w dżogu przesuwu krokami o wartość 1 mm - nie ma problemu, dwie osie prawidłowo przesuwają, przy przesuwie o 0.1- oś X przesuwa prawidłowo natomiast oś Y -różnie, czasami przeuw jest prawidłowy a czasami gubi kroki o 0.0025 a przy ustawieniu przesuwu o 0.01 - obie osie przesuwają o 0.0075 mm
pozycja Steps per ustawiłem 400 dla obu silników i tak:
Przy ustawieniu w dżogu przesuwu krokami o wartość 1 mm - nie ma problemu, dwie osie prawidłowo przesuwają, przy przesuwie o 0.1- oś X przesuwa prawidłowo natomiast oś Y -różnie, czasami przeuw jest prawidłowy a czasami gubi kroki o 0.0025 a przy ustawieniu przesuwu o 0.01 - obie osie przesuwają o 0.0075 mm
- Załączniki
-
-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Kroki
Wymagasz niemożliwego.
Przede wszystkim nie ma możliwości zgubienia mikrokroku. Zgubić można tylko cały krok, w Twoim przypadku jest to 0.02 mm.
Każdy krok jest podzielony na mikrokroki, w tym wypadku 16 po 0.0025 mm. To jest rozdzielczość, ale nie dokładność. Pozycja mikrokroków jest utrzymywana przez odpowiednio dobrane prądy dwóch cewek. Jest to w zasadzie wartość analogowa, a zależność niekoniecznie liniowa. Bardzo zależy od sterownika. Tutaj jest dobry artykuł o tym
Teraz o tym, co to jest zgubienie kroku. Jeśli silnik ma moment hamujący np. 2Nm, to po przyłożeniu większego, następuje jego przekręcenie i jest to nieodwracalne. Jak siła ustąpi, to silnik pozostanie w zmienionej pozycji.
Ale jest też zależność momentu od ustawionego mikrokroku, w którym bardzo mocno moment spada. Jest ona przez wielu ludzi negowana, bo nie rozumieją czego dotyczy.
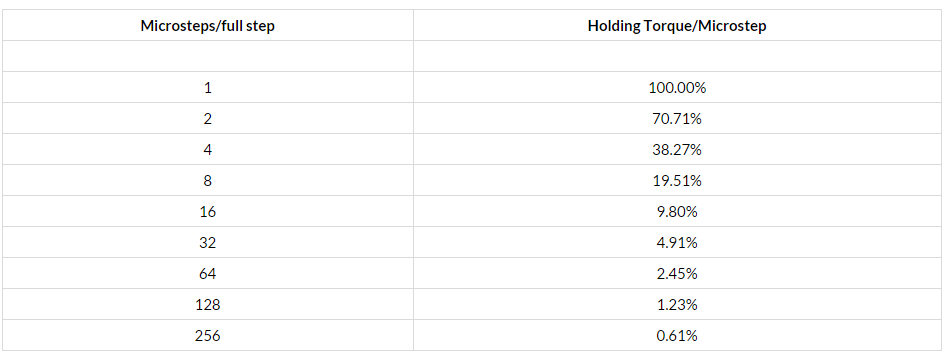
Dla mikrokroku 16, moment wynosi zaledwie 9,8% maksymalnego. Po przyłożeniu takiego momentu, następuje skręcenie osi o wartość jednego mikrokroku. Jak będzie to 20% momentu, to silnik obróci się o 1/8 kroku. Ale po ustaniu obciążenia, silnik wróci do pierwotnej pozycji. Dopiero, gdy przekręcimy oś o więcej niż pełny krok, nastąpi trwałe zgubienie kroku.
Do czego jest zatem ta tabela? A właśnie do oszacowania dokładności. Jeśli oczekujesz dokładności 2.5 mikrona, to masz do dyspozycji niecałe 10% momentu silnika.
Tak więc, nie ma możliwości zgubienia mikrokroku, po prostu nie został on wysłany przez elektronikę. A dlaczego? Może to być problem zaokrągleń i niezależnie od zadanego odcinka błąd nie powinien przekroczyć jednego mikrokroku.
Jeśli po zadaniu 0.01 mm, oś przesuwa się o 3 mikrokroki, to po kolejnym na pewno przesunie się o 4 itd.
Zadając po kolei 100x0.01 uzyskasz to samo co jednorazowo 1 mm.
A już zupełnie inną kwestią jest oczekiwanie dokładności 1 mikrona, gdy rozdzielczość wynosi 2.5 mikrona. A gdzie luzy? A nieliniowość wykonania śruby? Nawet drobna zmiana obciążenia spowoduje większe błędy.
Przede wszystkim nie ma możliwości zgubienia mikrokroku. Zgubić można tylko cały krok, w Twoim przypadku jest to 0.02 mm.
Każdy krok jest podzielony na mikrokroki, w tym wypadku 16 po 0.0025 mm. To jest rozdzielczość, ale nie dokładność. Pozycja mikrokroków jest utrzymywana przez odpowiednio dobrane prądy dwóch cewek. Jest to w zasadzie wartość analogowa, a zależność niekoniecznie liniowa. Bardzo zależy od sterownika. Tutaj jest dobry artykuł o tym
Teraz o tym, co to jest zgubienie kroku. Jeśli silnik ma moment hamujący np. 2Nm, to po przyłożeniu większego, następuje jego przekręcenie i jest to nieodwracalne. Jak siła ustąpi, to silnik pozostanie w zmienionej pozycji.
Ale jest też zależność momentu od ustawionego mikrokroku, w którym bardzo mocno moment spada. Jest ona przez wielu ludzi negowana, bo nie rozumieją czego dotyczy.
Dla mikrokroku 16, moment wynosi zaledwie 9,8% maksymalnego. Po przyłożeniu takiego momentu, następuje skręcenie osi o wartość jednego mikrokroku. Jak będzie to 20% momentu, to silnik obróci się o 1/8 kroku. Ale po ustaniu obciążenia, silnik wróci do pierwotnej pozycji. Dopiero, gdy przekręcimy oś o więcej niż pełny krok, nastąpi trwałe zgubienie kroku.
Do czego jest zatem ta tabela? A właśnie do oszacowania dokładności. Jeśli oczekujesz dokładności 2.5 mikrona, to masz do dyspozycji niecałe 10% momentu silnika.
Tak więc, nie ma możliwości zgubienia mikrokroku, po prostu nie został on wysłany przez elektronikę. A dlaczego? Może to być problem zaokrągleń i niezależnie od zadanego odcinka błąd nie powinien przekroczyć jednego mikrokroku.
Jeśli po zadaniu 0.01 mm, oś przesuwa się o 3 mikrokroki, to po kolejnym na pewno przesunie się o 4 itd.
Zadając po kolei 100x0.01 uzyskasz to samo co jednorazowo 1 mm.
A już zupełnie inną kwestią jest oczekiwanie dokładności 1 mikrona, gdy rozdzielczość wynosi 2.5 mikrona. A gdzie luzy? A nieliniowość wykonania śruby? Nawet drobna zmiana obciążenia spowoduje większe błędy.

-
TOP67
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 2214
- Rejestracja: 17 wrz 2018, 10:47
- Lokalizacja: Wrocław
- Kontakt:
Re: Kroki
To co to ma wspólnego z silnikami i śrubą?
Gubienie kroków może być spowodowane przeciążeniem silnika lub zakłóceniami. Ale zawsze oznacza to inną pozycję osi niż podana w programie. Ale jak program nie wyda polecenia silnikom, to o jakim gubieniu mowa?
Podłącz czujnik zegarowy do osi, to się dopiero zdziwisz.
-
zwyczajny
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 243
- Rejestracja: 25 gru 2017, 16:26
Re: Kroki
TOP67 pisze: Dla mikrokroku 16, moment wynosi zaledwie 9,8% maksymalnego. Po przyłożeniu takiego momentu, następuje skręcenie osi o wartość jednego mikrokroku. Jak będzie to 20% momentu, to silnik obróci się o 1/8 kroku. Ale po ustaniu obciążenia, silnik wróci do pierwotnej pozycji.
Poważny błąd rozumowania. Proszę nie tworzyć mitów!
Przedstawiona tabelka dotyczy "Incremental holding torque/microstep" czyli przyrostu momentu z każdym krokiem.
Proponuję przyjrzeć się dokładniej dokumentacjom sterowników krokowych, a szczególnie takim tabelkom z podawanym prądem na fazy w kolejnych mikrokrokach:
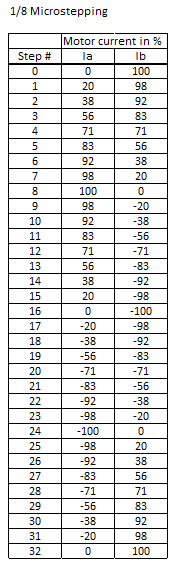
i zwrócić uwagę na to, że zmiana prądu z kroku na krok nie jest stała, i zastanowić się dla uzyskania jakiego efektu tak jest.






