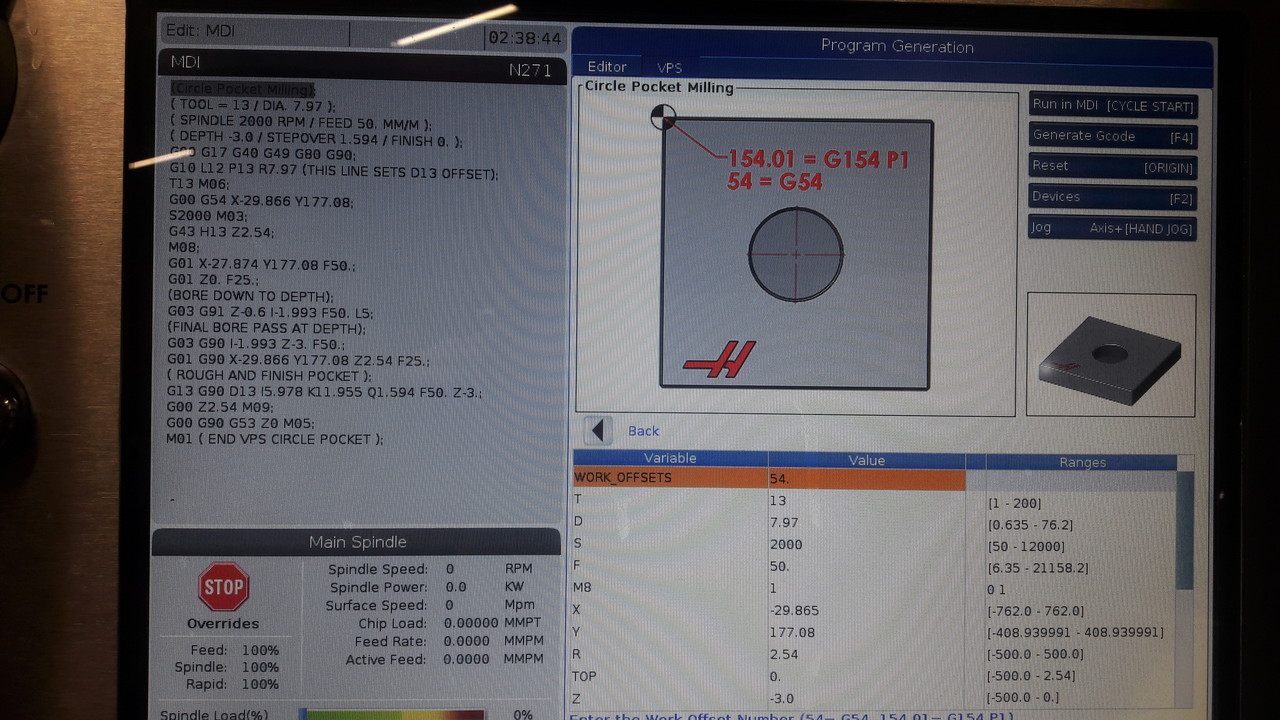
Nic nie poradzisz , że autorowi tematu nie chce się VPS odpalić na maszynie .
...... , chyba , że go nie ma.
p.s.
instrukcja obsługi nie jest potrzebna .
Obrazkowo pokazane jest.
Mariusz.
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")
Nic nie poradzisz , że autorowi tematu nie chce się VPS odpalić na maszynie .


")
wiktorelblag pisze:Nie potrafię uruchomić frezowania po spirali w płaszczyźnie xy
zamiast tego napisałem prosty program frezowania po okręgu i zwiększania promienia frezowania o 1mm po każdym przelocie.
Taki sposób działa, ale nie podoba mi się jego praca
Maszyna to haas TM1
%
(POJEDYNCZY OTWOR);
N10 T1 M06 (Frez palcowy 20) ;
N20 G90 G54 G00 X0. Y0.;
N30 S1400 M03 Z5;
N40 G00 X0 Y45 F700;
N50 G01 Z-25 M8;
N60 G90 G03 I00 J-45;
N70 G01 X0 Y46 Z-24.5;
N80 G90 G03 I00 J-46;
N90 G01 X0 Y47 Z-24.3 ;
N100 G90 G03 I00 J-47;
N110 G01 X0 Y48 z-23.6;
N120 G90 G03 I00 J-48;
N130 G01 X0 Y49 Z-24.5;
N140 G90 G03 I00 J-49;
N150 G01 X0 Y50 Z-24.3 ;
N160 G90 G03 I00 J-50;
N170 G01 X0 Y51 z-23.6;
N180 G90 G03 I00 J-51;
N190 G01 X0 Y52 z-23.6;
N200 G90 G03 I00 J-52;
N210 G01 X0 Y53 Z-24.5;






