



w jaki sposob sobie radzicie z problemem parametrow narzedzia
stal 1.2311 frez maykestag fi12 wedlug producenta parametry s10000 f 9000 obrobka trochoida, natomiast solid generuje s3200 f3000
Imachining i problem z parametrami narzędzia
-
kropek1980
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 12
- Posty: 254
- Rejestracja: 21 lut 2009, 18:45
- Lokalizacja: xxxx


-
brandnew
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 146
- Rejestracja: 23 lut 2021, 21:01
Re: Imachining i problem z parametrami narzędzia
Nie będę radził, bo nie mam takiego doświadczenia. Podzielę się tym z czym się spotkałem.
W podręczniku Autodesk dla CNC wyróżniono dwa podejścia:
1. Obróbkę przemysłową, w której istotnymi parametrami jest czas obróbki (maksymalnie krótki) i żywotność narzędzia (duża);
2. Prototypowanie i obróbka krótkoseryjna gdzie ważna jest niezawodność.
Jak nie trudno się domyśleć parametry obróbki w tym drugim przypadku są niższe niż w pierwszym.
Jako regułę Autodesk poleca stosowanie parametrów producenta gdy tylko takie są dostępne. W innym przypadku oraz dla obróbki wg podejścia 2 sugeruje parametry tzw. dobrych praktyk. Dla stali:
prędkość skrawania dla narzędzi z HSS 21 m/min i 107 m/min dla narzędzi z powłoką węglikową oraz f od 0,01 do 0,05 mm/obr w zależności od średnicy narzędzia.
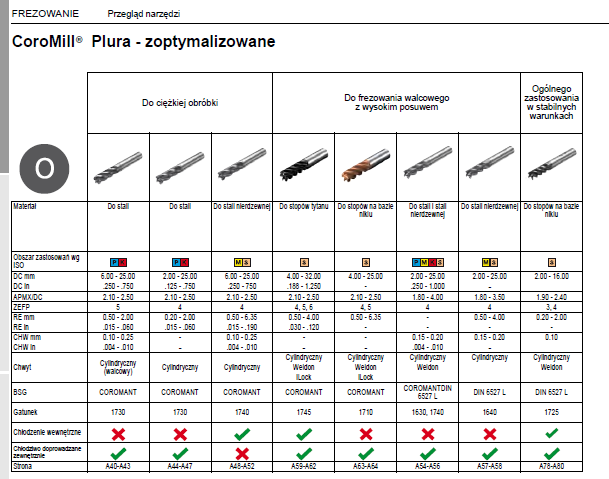
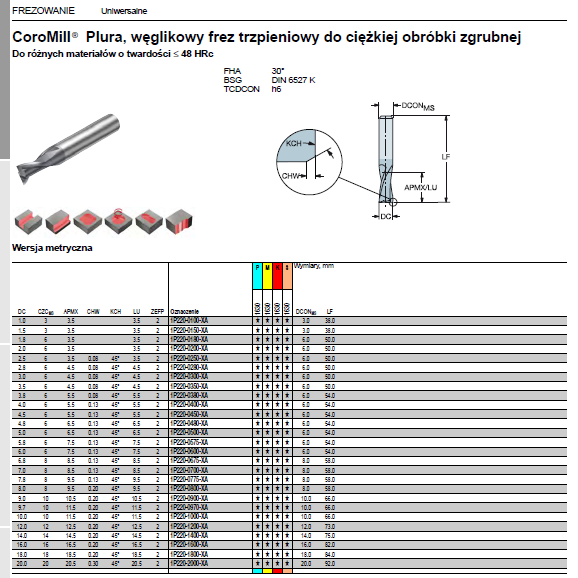
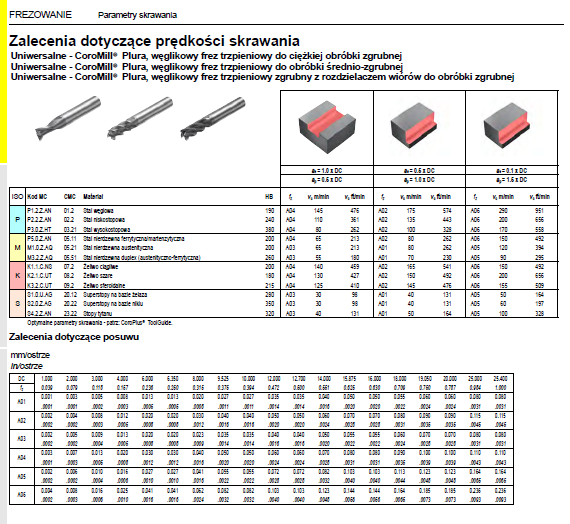
Dla porównania wg katalogu Sandvik dla frezu czpieniowego do ciężkiej obróbki Vc= od 80 do 250 m/min w zależności od rodzaju obróbki (slot, kontur, wielkości ae i ap) i twardości materiału oraz fz od 0,02 do 0,09 mm/ostrze w zależności od średnicy (od 2 do 25 mm).
Autodesk zaleca by nie przyjmować bezkrytycznie danych z programów CAD/CAM tylko je weryfikować z danymi producentów i rzeczywistym procesem obróbki (rodzaju obróbki, hałasu w czasie obróbki, kształtu i koloru wióra, mocy obrabiarki).
W podręczniku Autodesk dla CNC wyróżniono dwa podejścia:
1. Obróbkę przemysłową, w której istotnymi parametrami jest czas obróbki (maksymalnie krótki) i żywotność narzędzia (duża);
2. Prototypowanie i obróbka krótkoseryjna gdzie ważna jest niezawodność.
Jak nie trudno się domyśleć parametry obróbki w tym drugim przypadku są niższe niż w pierwszym.
Jako regułę Autodesk poleca stosowanie parametrów producenta gdy tylko takie są dostępne. W innym przypadku oraz dla obróbki wg podejścia 2 sugeruje parametry tzw. dobrych praktyk. Dla stali:
prędkość skrawania dla narzędzi z HSS 21 m/min i 107 m/min dla narzędzi z powłoką węglikową oraz f od 0,01 do 0,05 mm/obr w zależności od średnicy narzędzia.
Dla porównania wg katalogu Sandvik dla frezu czpieniowego do ciężkiej obróbki Vc= od 80 do 250 m/min w zależności od rodzaju obróbki (slot, kontur, wielkości ae i ap) i twardości materiału oraz fz od 0,02 do 0,09 mm/ostrze w zależności od średnicy (od 2 do 25 mm).
Autodesk zaleca by nie przyjmować bezkrytycznie danych z programów CAD/CAM tylko je weryfikować z danymi producentów i rzeczywistym procesem obróbki (rodzaju obróbki, hałasu w czasie obróbki, kształtu i koloru wióra, mocy obrabiarki).
-
PiotrBigda
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 218
- Rejestracja: 22 lis 2015, 13:02
- Lokalizacja: Polska
- Kontakt:
Re: Imachining i problem z parametrami narzędzia
Nie sądzę żeby to były dobre parametry producenta, tez nie wiem jaki model dokładnie freza masz .
Stal 1.2311 jest już utwardzona do 30HRC i nie jest łatwa do obróbki. Ja jak wpisuje model freza i geometrię tam mam do wyboru ile procent to daje 120/150% to zależy jak dokładnie wygląda część obrabiana.
https://youtube.com/channel/UCXuh7e5t96XQI8MVKgL6lOA
Stal 1.2311 jest już utwardzona do 30HRC i nie jest łatwa do obróbki. Ja jak wpisuje model freza i geometrię tam mam do wyboru ile procent to daje 120/150% to zależy jak dokładnie wygląda część obrabiana.
https://youtube.com/channel/UCXuh7e5t96XQI8MVKgL6lOA
Bigda

-
PiotrBigda
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 218
- Rejestracja: 22 lis 2015, 13:02
- Lokalizacja: Polska
- Kontakt:
Re: Imachining i problem z parametrami narzędzia
Mało czytelne zdjęcia chodzi tobie o freza 1P220-1200-XA 1630 ? I gdzie tam pisze S10000 ? Tam wychodzi prawie idealnie jak program liczy
Dodane 16 minuty 38 sekundy:
Nie zapomnij o ae ap i ty masz materiał 320 HB
Dodane 16 minuty 38 sekundy:
Nie zapomnij o ae ap i ty masz materiał 320 HB
Bigda
-
kropek1980
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 254
- Rejestracja: 21 lut 2009, 18:45
- Lokalizacja: xxxx
Re: Imachining i problem z parametrami narzędzia
frez maykestag 0611701200100
kalkulator parametrow https://www.mayspeedguide.com/en/
Parametry skrawania
Speedtwister Universal, Ø 12,0 STC Trochoidalny frez trzpieniowy, 3xd, Z = 5, 45 ° vario, z szyjką, Weldon płaski DIN 6535-HB, TWINDUR
Specyfikacja
Nr artykułu: 0611701200100
Materiał: 1.2316 / X 36 CrMo 17
Strategia: Dynamiczny trochoidalny
Szczegóły narzędzia:
d1 [średnica] 12.00 mm
d3 [szyja] 11.8 mm
l1 [długość całkowita] 92,0 mm
l2 [długość cięcia] 38,0 mm
l3 [długość zwolnienia] 46,0 mm
ef [faza narożna] 0,05 mm
z [flety] 5
Powłoka: Twindur
Płyn chłodzący: powietrze + emulsja
0611701200100
Parametry skrawania: MIN
Prędkość skrawania [Vc]
255 m / min
Szybkość posuwu [Vf]
3010 mm / min
Prędkość wrzeciona [n]
6764 obr / min
Szerokość cięcia (a e ) [mm]
0.36 mm
posuw na ząb [fz]
0,089 mm / ząb
Głębokość skrawania (a p ) [mm]
36 mm
Parametry skrawania: MAX
Prędkość skrawania [Vc]
459 m / min
Szybkość posuwu [Vf]
11871 mm / min
Prędkość wrzeciona [n]
12175 obr / min
Szerokość cięcia (a e ) [mm]
1.68 mm
posuw na ząb [fz]
0,195 mm / ząb
Głębokość skrawania (a p ) [mm]
36 mm
Dodane 4 minuty 28 sekundy:
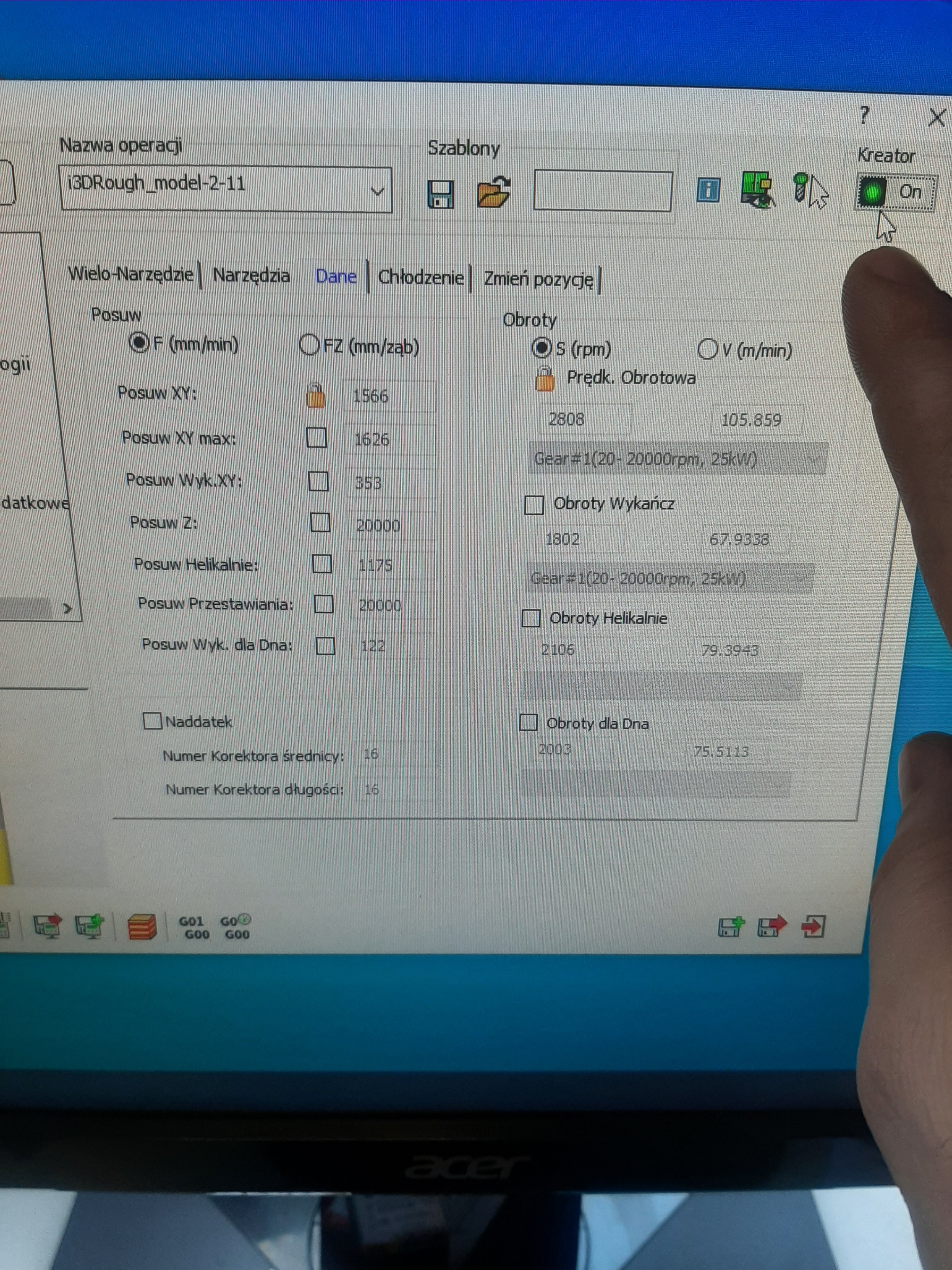
mi chodzi raczej o to ze nie bardzo wiem gdzie mam wpisac parametry producenta w solidcam aby w technologii imachining zostaly one uwzglednione a nie jak teraz wychodzi kosmos....
kalkulator parametrow https://www.mayspeedguide.com/en/
Parametry skrawania
Speedtwister Universal, Ø 12,0 STC Trochoidalny frez trzpieniowy, 3xd, Z = 5, 45 ° vario, z szyjką, Weldon płaski DIN 6535-HB, TWINDUR
Specyfikacja
Nr artykułu: 0611701200100
Materiał: 1.2316 / X 36 CrMo 17
Strategia: Dynamiczny trochoidalny
Szczegóły narzędzia:
d1 [średnica] 12.00 mm
d3 [szyja] 11.8 mm
l1 [długość całkowita] 92,0 mm
l2 [długość cięcia] 38,0 mm
l3 [długość zwolnienia] 46,0 mm
ef [faza narożna] 0,05 mm
z [flety] 5
Powłoka: Twindur
Płyn chłodzący: powietrze + emulsja
0611701200100
Parametry skrawania: MIN
Prędkość skrawania [Vc]
255 m / min
Szybkość posuwu [Vf]
3010 mm / min
Prędkość wrzeciona [n]
6764 obr / min
Szerokość cięcia (a e ) [mm]
0.36 mm
posuw na ząb [fz]
0,089 mm / ząb
Głębokość skrawania (a p ) [mm]
36 mm
Parametry skrawania: MAX
Prędkość skrawania [Vc]
459 m / min
Szybkość posuwu [Vf]
11871 mm / min
Prędkość wrzeciona [n]
12175 obr / min
Szerokość cięcia (a e ) [mm]
1.68 mm
posuw na ząb [fz]
0,195 mm / ząb
Głębokość skrawania (a p ) [mm]
36 mm
Dodane 4 minuty 28 sekundy:
mi chodzi raczej o to ze nie bardzo wiem gdzie mam wpisac parametry producenta w solidcam aby w technologii imachining zostaly one uwzglednione a nie jak teraz wychodzi kosmos....
-
PiotrBigda
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 218
- Rejestracja: 22 lis 2015, 13:02
- Lokalizacja: Polska
- Kontakt:
Re: Imachining i problem z parametrami narzędzia
W programie prześlę zdjęcia.
Tylko musisz wiedzieć że nikt takich parametrów nie daje pod taki materiał za duże temperatury będą nie ważne jaki to frez by nie był po 2h pracy spalisz go
Dodane 3 minuty 5 sekundy:
Dodane 2 minuty 59 sekundy:
I w zakła modyfikuj warunki obróbcze
Dodane 5 minuty 53 sekundy:
Jaki ty masz materiał 2311 czy 2316? Co post to inny jest ?
Tylko musisz wiedzieć że nikt takich parametrów nie daje pod taki materiał za duże temperatury będą nie ważne jaki to frez by nie był po 2h pracy spalisz go
Dodane 3 minuty 5 sekundy:
Dodane 2 minuty 59 sekundy:
I w zakła modyfikuj warunki obróbcze
Dodane 5 minuty 53 sekundy:
Jaki ty masz materiał 2311 czy 2316? Co post to inny jest ?
Bigda
-
kropek1980
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 254
- Rejestracja: 21 lut 2009, 18:45
- Lokalizacja: xxxx
Re: Imachining i problem z parametrami narzędzia
material mam 1.2311 i 1.2316 co do parametrow to frez idzie ladnie bo obecnie oszukuje go zmieniajac stal albo zwiekszam % w modyfikuja warunki obrobcze material narzedzia oraz posow poprzez reczna modyfikacje w tej samej zakladce max grubosc wiora
-
PiotrBigda
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 218
- Rejestracja: 22 lis 2015, 13:02
- Lokalizacja: Polska
- Kontakt:
Re: Imachining i problem z parametrami narzędzia
Też zwiększam % ale Mat 2311 zostawiam bez zmian poza grubością wiurów. Jak długo czasu frez beż przerwy obrabia materiał ? I jakie masz obroty ?
Ja używam tego typu freza I oprawki
https://youtu.be/AcZ2AhBcpik
Ja używam tego typu freza I oprawki
https://youtu.be/AcZ2AhBcpik
Bigda
-
kropek1980
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 254
- Rejestracja: 21 lut 2009, 18:45
- Lokalizacja: xxxx
Re: Imachining i problem z parametrami narzędzia
frez przepracowal tydzien czasu obrobka gl zgrobna. stal 1.2311 ale i byly miekkie parametry jak z katalogu tyle ze zanizone do 10000obroty bo tyle ma maszyna max
a oprawki
https://pl.rego-fix.com/en/productfinde ... ]=powRgrip
na tel mam filmik to moze jak bedzie czas wstawie
tak czy siak imachining nie radzi sobie z narzedziami do high speed obrobce bo wylicza kosmosy.... a nie idzie lub ja nie umiem zapanowac nad prarametrami podajac mu katalogowe...
wczesniej pracowalem w stali z frezami nstools i w 100% parametry z imachinig kreator ale obrobka wolno.....
a oprawki
https://pl.rego-fix.com/en/productfinde ... ]=powRgrip
na tel mam filmik to moze jak bedzie czas wstawie
tak czy siak imachining nie radzi sobie z narzedziami do high speed obrobce bo wylicza kosmosy.... a nie idzie lub ja nie umiem zapanowac nad prarametrami podajac mu katalogowe...
wczesniej pracowalem w stali z frezami nstools i w 100% parametry z imachinig kreator ale obrobka wolno.....






