



Gwint M16 na CNC
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Gwint M16 na CNC
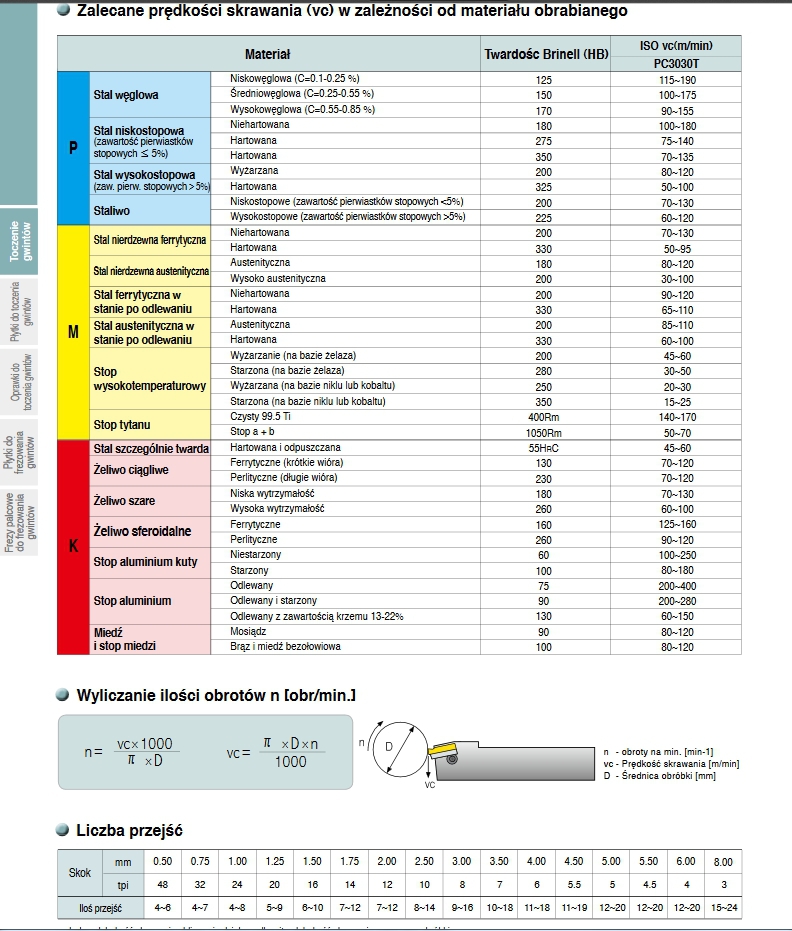
Gwintuje gwint M16x1.5 w S355 na tokarce CNC. Do tej pory robiłem jakąś bliżej nie znana mi płytką ale się skończyła  . Założyłem nowa 16ER AG60 i gwint wygląda fatalnie
. Założyłem nowa 16ER AG60 i gwint wygląda fatalnie  ( matowy , w dotyku postrzępiony) , sprawdzian się wkręca jak trzeba wiec wada jak by tylko wizualna. Na poprzedniej płytce kilkadziesiąt pierwszych gwintów było b. ładnych (błyszczące....) . Potem , wraz ze zużyciem płytki , gwinty zrobiły się matowe ale nadal były gładkie. Wszystko wskazuje , ze to wina płytki ale tez mam pytanie do kolegów jakie obroty ustawiacie do nacinania gwintu M16x1.5
( matowy , w dotyku postrzępiony) , sprawdzian się wkręca jak trzeba wiec wada jak by tylko wizualna. Na poprzedniej płytce kilkadziesiąt pierwszych gwintów było b. ładnych (błyszczące....) . Potem , wraz ze zużyciem płytki , gwinty zrobiły się matowe ale nadal były gładkie. Wszystko wskazuje , ze to wina płytki ale tez mam pytanie do kolegów jakie obroty ustawiacie do nacinania gwintu M16x1.5  . Ja mam 1000 obr i 6 przejść. Z tabeli wynika , ze obr min. to 1990 , jakoś tak dużo
. Ja mam 1000 obr i 6 przejść. Z tabeli wynika , ze obr min. to 1990 , jakoś tak dużo 
Tagi:



")
-
sssTOMEKsss
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 272
- Rejestracja: 25 mar 2014, 17:12
- Lokalizacja: Warszawa
ja gwintuje narzynką na tokarce i w koniku za 1 zamachem, miałem jakiś stary zapieczony kieł, wybiłem pierścień z kłem, wrzuciłem do pieca żeby rozhartować, dorobiłem pierścień tak aby wchodził w kieł i aby wchodziła lekko narzynka, zaspawałem, porobiłem otwory jak w uchwycie do narzynki, przegwintowałem, dałem twarde śruby 12.9 aby mocno narzynka się trzymała i gwincik wychodzi jak talala, załamywać krawędzi też nie trzeba bo gwint wychodzi w 1 przejściu na gotowo
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Cena uwaga , ale nie na temat.sssTOMEKsss pisze:ja gwintuje narzynką na tokarce i w koniku za 1 zamachem, miałem jakiś stary zapieczony kieł, wybiłem pierścień z kłem, wrzuciłem do pieca żeby rozhartować, dorobiłem pierścień tak aby wchodził w kieł i aby wchodziła lekko narzynka, zaspawałem, porobiłem otwory jak w uchwycie do narzynki, przegwintowałem, dałem twarde śruby 12.9 aby mocno narzynka się trzymała i gwincik wychodzi jak talala, załamywać krawędzi też nie trzeba bo gwint wychodzi w 1 przejściu na gotowo
Rozmawiamy o płytkach do gwintowania.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Jak wy to liczycie czy ja zle patrze bo mi wychodzi według twojej ściągawki 2000 - 3500 rpm
(Stal niskostopowa niehartowana -Vc 100-180 )
Natomiast na płytce ER16 AG60 do stali proszą o Vc 150 -250 (jeszcze więcej)
Jeśli maszyna pozwala to śmiało przynajmniej próbnie na 2500 a i nawet 3000rpm zobacz, na razie przecież zalecanego minimalnego Vc jeszcze nie osiągnąłeś.
A liczył bym że przy podkręceniu odpowiednio prędkości w pewnym momencie ten gwint zacznie wyglądać mniej więcej tak

Ktoś nawet wyżej pisał że świetnie wyszło z gwintem fi30 na 1500rpm (Vc-145)
(Stal niskostopowa niehartowana -Vc 100-180 )
Natomiast na płytce ER16 AG60 do stali proszą o Vc 150 -250 (jeszcze więcej)
Jeśli maszyna pozwala to śmiało przynajmniej próbnie na 2500 a i nawet 3000rpm zobacz, na razie przecież zalecanego minimalnego Vc jeszcze nie osiągnąłeś.
A liczył bym że przy podkręceniu odpowiednio prędkości w pewnym momencie ten gwint zacznie wyglądać mniej więcej tak
Ktoś nawet wyżej pisał że świetnie wyszło z gwintem fi30 na 1500rpm (Vc-145)






