tuxcnc pisze:G91 F100
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G1 X10 Y10
G0 X-100 Y-100
G90
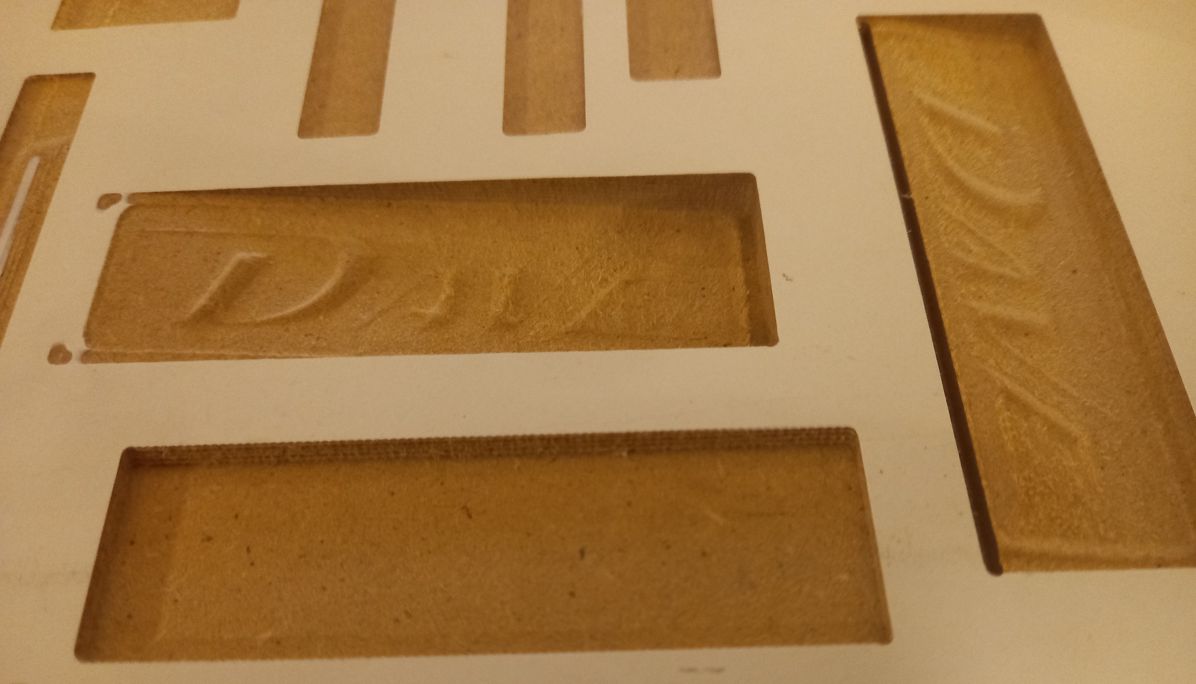
Zrobiłem testy z w/w kodem czujnikiem zegarowym i maszyna wraca za każdym razem na -X i Y na 0.01

Wcześniej zwiększyłem hamowanie silników i zrobiłem na łożyskach korektę ewentualnych luzów czyli dociągnąłem lekko mocniej śruby.
Efekt jest wyraźny
Jeden pełny przejazd i 10 razy od zera do połowy kieszeni
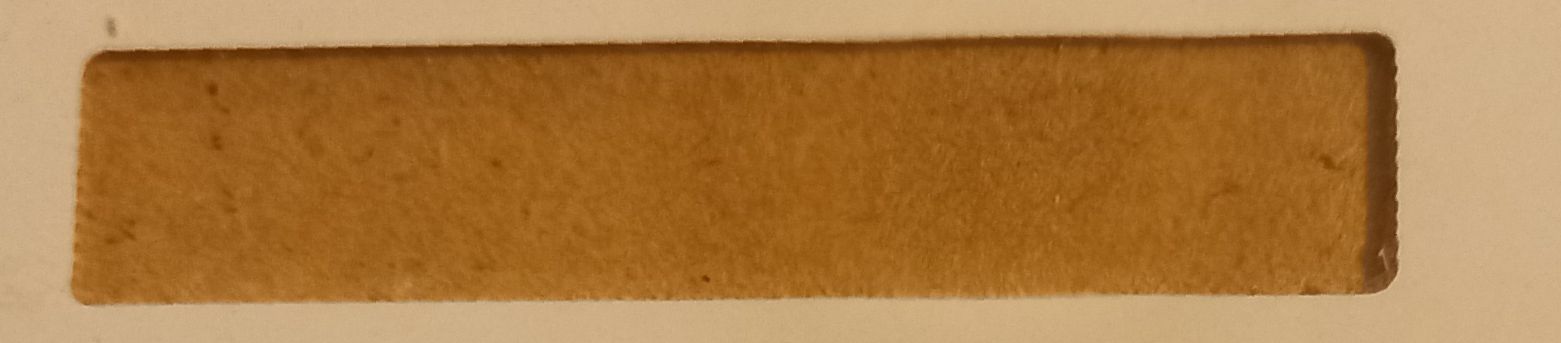
a wcześniej było tak:

Jeszcze muszę to sprawdzić na obróbce relifów. Czy jest jakiś polecany postprocesor do takich rzeczy ?
kiedy maszyna będzie dokładniejsza dla silnika 3Nm, 4,2A, 1,8 stopnia przy mikrokroku 1600 czy 3200?





")


")