Żeby nie było że nic się dalej nie dzieje. Profil dojedzie do mnie w we wtorek. 80x80x8 + 160x80x8. Zgodnie z projektem zostanie mi około 3 mb 160x80x8. I chyba go wykorzystam, zmienił bym trochę projekt. Późnym wieczorkiem narysuje co i jak. Zmieniłem również założenia będą prowadnice 15-tki z wózkami. Ostatnio dużo czytam i natknąłem się na problem rezonansu w dużych profilach na bramie. Czy w profilu 160x80x8 będzie występować takie zjawisko? Jeżeli tak czy pomoże takie coś:
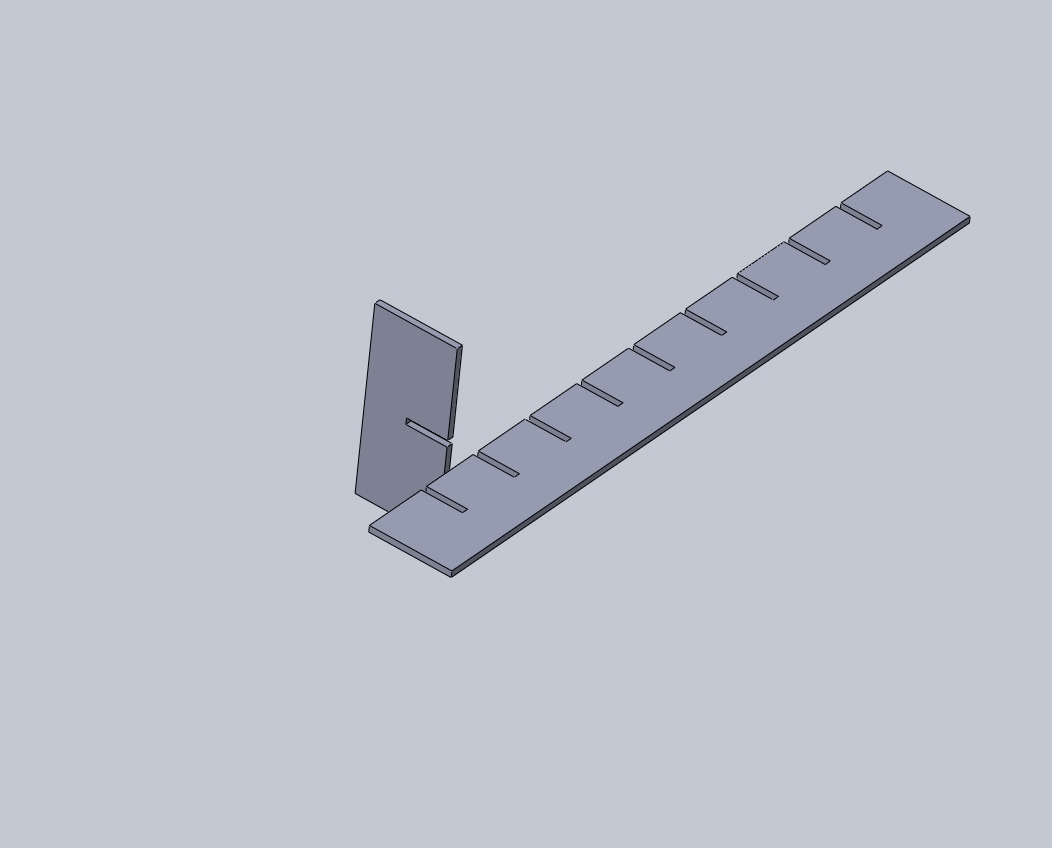
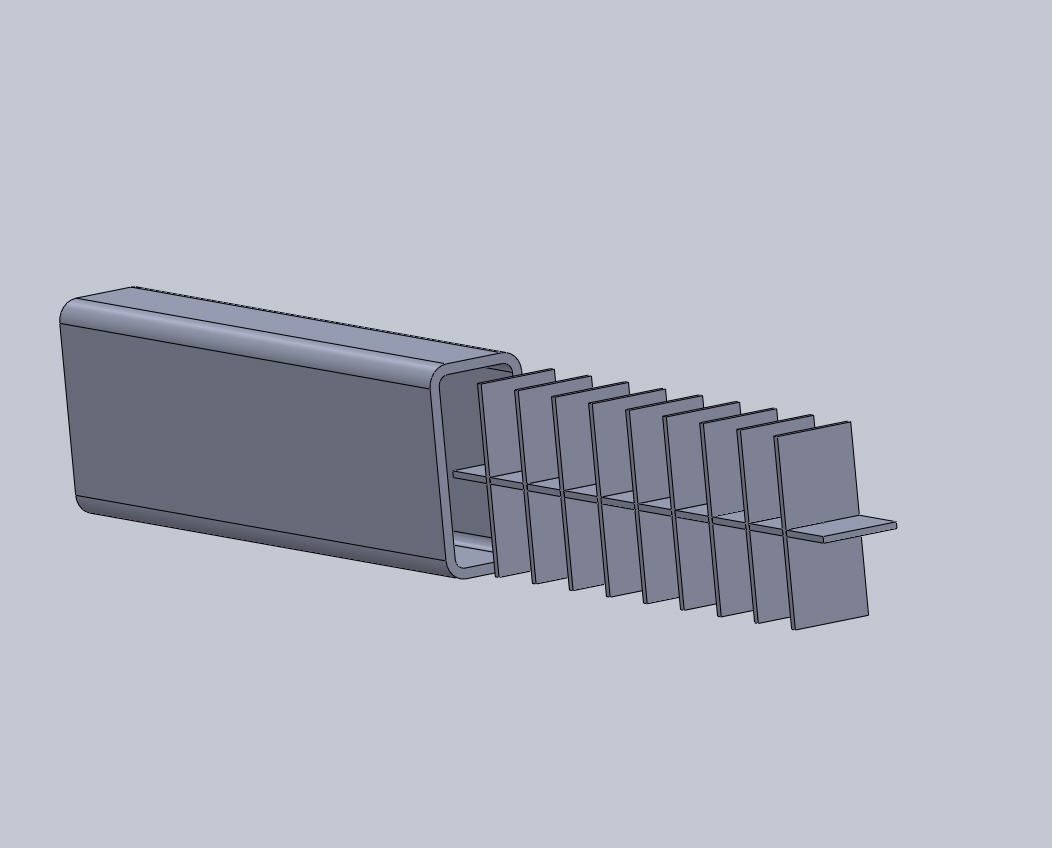
Co myślicie o zastosowaniu takiej kratownicy w środku profila np z blachy 5 - 8 mm. co 50 mm wspornik. Elementy kratownicy palone na laserze i z punktowane do siebie. Do profilu łączone również poprze punktowanie z 4 stron. Nawiercone były by otwory w pofilu np. co 3 wspornik i z punktowane. Przerost formy nad treścią ? Czy nie ma to sensu przy profilu ze ścianką 8 mm.
Aha co do krzyżaka, rozesłałem w okolicznych firmach. Część firm zrezygnowała, część firm odpisała. Wykonanie w tolerancji 0,02 mm ( może przesadziłem ) ceny zaczynały się od 1300 zł do 3000 zł

Ale jak wspomniałem wcześniej zmieniłem założenia, więc krzyżak będzie inny.
Zaczynam przygodę.





")



")








