



Frezarka 3824 - krok po kroku.
-
 Rafalgl
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 515
- Posty: 1210
- Rejestracja: 24 gru 2020, 01:43
Re: Frezarka 3824 - krok po kroku.
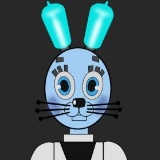
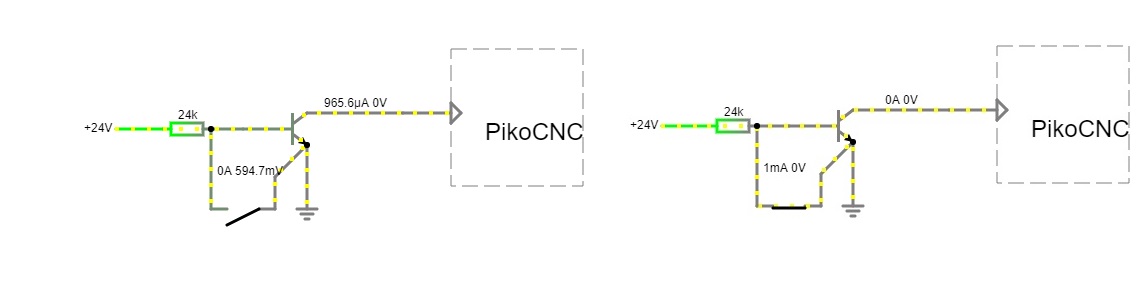
Słuchajcie, może podepnę tę sondę do wejścia 1 lub 2 w pico? Teraz przypomniało mi się, że pierwsze 2 wejścia w piko są dwustykowe, mają zarowno + jak i - wyprowadzone na zewnątrz. Wówczas tylko musiałbym przeprogramować w PLC te przyciski które tam mam wpięte w 1 lub 2 na inny port. W wtedy na bank zadziała ten układ. Ale czy to że jest tylko 1mA i 0V to nie będzie problemem? Czy nie będzie to za niski sygnał, nie powinno być 1mA 24v? No i jaki ten tranzystorek powtórzę pytanie?
Kto pyta, nie błądzi.


-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 141
- Posty: 7879
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Frezarka 3824 - krok po kroku.
To tak dla przypomnienia, od czego zacząłeś pieprzenie głupot i kręcenie debilnego offtopicu.
Teraz szukasz styków i czy jest opisane...
Wniosek jest tylko jeden - masz małą wiedzę i ogromne ego - musisz wygrać nawet kiedy nie masz racji.
EOT.
Dodane 6 minuty 40 sekundy:
Może podepniesz, ja Piko nie znam, to nie wiem, ale wiem że producent na pewno wie, i to jego powinieneś zapytać.
Pytałeś jak styki NC połączyć równolegle ze stykami NO i podpiąć pod jeden pin. To do tego masz użyć tego tranzystora, dowolnego typu, takiego jaki Ci wejdzie pod rękę, byleby małej mocy NPN. Jak już musisz mieć cyferki, to niech będzie 2N2222, fajny bo same dwójki...
Natomiast jeżeli czujnik podepniesz pod osobne wejście, to zapewne sygnał da się zanegować w ustawieniach Piko, dziwne by było gdyby nie, i wtedy żaden tranzystor nie będzie Ci potrzebny.
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 178
- Posty: 2796
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Re: Frezarka 3824 - krok po kroku.
Gdzie masz ten 1mA i 0V?
Same dwójki to mało cyferek.
Lepiej dać BC547. Tu są 3 różne cyfry.
A tan na poważnie to 2N2222 są dość drogie w Europie. A BC547 bardzo tanie.
-
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 515
- Posty: 1210
- Rejestracja: 24 gru 2020, 01:43
Re: Frezarka 3824 - krok po kroku.
Tu, na wejściu Piko:
Mogę zanegować w PLC, ale mam pewne obawy... Jakie? Nie mam pojęcia .. Ale jestem pewien, że pan Cosimo musiał mieć jakiś konkretny powód, dla ktorego krańcówki, E-Stop i inne są domyślnie NO. Raczej wątpię by nie wiedział że tak jest lepiej, wygodniej, bezpieczniej i zwykle tak się je ustawia... Może w jakiś sposób się to kłóci z architekturą tej płytki, jakoś dodatkowo przeciąża albo wymaga jakowgoś dodatkowego zabezpieczenia? Jak by nie było złącze będzie wtedy no stop aktywne.
Kto pyta, nie błądzi.
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 178
- Posty: 2796
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Re: Frezarka 3824 - krok po kroku.
Tak ma być. Przy zwarciu do masy ma być 0V, a nie 12 czy 24V.
Znowu kombinujesz jak koń pod górkę.
Po pierwsze krańcówki, E-Stop i inne są domyślnie NC a nie NO.
Po drugie, one mają takie być fizycznie.
Skoro Ty i tak dajesz inną, i zmieniasz sygnał tranzystorem, to nic się tutaj nie polepsza.
Już i tak masz nieodpowiednią krańcówkę (o ile uznać że NO jest nieodpowiednia).
To czy potem zanegujesz sygnał z krańcówki sposobem podłączenia, tranzystorem czy ustawieniami w programie nie ma znaczenia. Każde z tych rozwiązań jest tak samo dobre czy tak samo złe.
Jak faktycznie chcesz żeby było całkowicie dobrze, to musisz wymienić krańcówkę na taką ze stykiem NC.
Przy czym to Twoje widzimisię że ma być całkiem dobrze. Ja bym tak daleko nie szedł i nie przejmował się zbytnio tym czy krańcówka jest NC czy NO (skoro już ją masz i nie ma możliwości zmiany).
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 40
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Frezarka 3824 - krok po kroku.
tuxcnc pisze:Żenada...
to twoje drugie imię?
dlaczego w tych starszych centrach żadne nie posiada czujnika wysokosci? bo ... ?
Dodane 8 minuty 34 sekundy:
bo minimalna wysokość wrzeciona nad stołem jest stała ta? a każdemu narzedziu przypisuje sie offset, wystarczy tylko wprowadzic wysokosc materiału nad stołem i to wszystko panie mądralinski. no i od czego jest cam, ktory nam ten punkt poczatkowy ustawi do maszyny tak jak nam pasuje?
https://www.etsy.com/pl/shop/soltysdesign
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 2364
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Frezarka 3824 - krok po kroku.
bartuss1 pisze:a każdemu narzedziu przypisuje sie offset
Wyobraź sobie maszynę, która ma wrzeciono z tulejką er. Teraz wyobraź sobie, jak wygląda zmiana narzędzia w takiej maszynie. A potem wyobraź sobie smutny świat, gdy nie masz czujnika wysokości narzędzia.
-
Rafalgl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 515
- Posty: 1210
- Rejestracja: 24 gru 2020, 01:43
Re: Frezarka 3824 - krok po kroku.
Pomieszałeś. W Piko wszystkie wejścia są pod NO domyślnie. Mało tego, kiedyś nie można było tego zmienić, a nawet nie wiem czy w przypadku krańcowek home nie jest tak czasem do tej pory. Krańcówki indukcyjneatom1477 pisze: ↑30 mar 2023, 16:56Tak ma być. Przy zwarciu do masy ma być 0V, a nie 12 czy 24V.
Znowu kombinujesz jak koń pod górkę.
Po pierwsze krańcówki, E-Stop i inne są domyślnie NC a nie NO.
Po drugie, one mają takie być fizycznie.
Skoro Ty i tak dajesz inną, i zmieniasz sygnał tranzystorem, to nic się tutaj nie polepsza.
Już i tak masz nieodpowiednią krańcówkę (o ile uznać że NO jest nieodpowiednia).
To czy potem zanegujesz sygnał z krańcówki sposobem podłączenia, tranzystorem czy ustawieniami w programie nie ma znaczenia. Każde z tych rozwiązań jest tak samo dobre czy tak samo złe.
Jak faktycznie chcesz żeby było całkowicie dobrze, to musisz wymienić krańcówkę na taką ze stykiem NC.
Przy czym to Twoje widzimisię że ma być całkiem dobrze. Ja bym tak daleko nie szedł i nie przejmował się zbytnio tym czy krańcówka jest NC czy NO (skoro już ją masz i nie ma możliwości zmiany).
wlasnie dlatego kupiłem NO, choć wolałbym ogólnie NC w przypadku wszelkich rozłączników. Jedynie sondę mam NC bo wtedy jeszcze nie pomyślałem o tym czy będzie to bez problemu pasować do Piko, czy nie, wyszedłem z błędnego założenia że każda działa tak samo.
Kto pyta, nie błądzi.
-
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 40
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Frezarka 3824 - krok po kroku.
Avalyah pisze:wyobraź sobie smutny świat, gdy nie masz czujnika wysokości narzędzia.
pytanie podstawowe brzmi : ile razy w ciągu danej operacji bedzie zmieniany frez na inne srednice?
jesli ów operator przy pierwszym pomiarze do materiału zmierzy se suwmiarką czoło freza do oprawki, to nastepny frezik moze ustawic tak samo do suwmiary. Ja moge sobie wyobrazic to na sto sposobów, rownież po ploterowemu mógłbym ustawic zero zetki na oko, albo dojazami po setce czy dwóch az liznie, wszystko zalezy od tego co obrabiamy i przede wszystkim ile mamy na to czasu.
Ja własnie wylazłem z budy z gotową formatką alu, ofrezowaną i owierconą.
Czujnik nie jest tak bardzo potrzebny jakby sie komu wydawało.
A tera wyobraź sobie robote na maszynie konwencjonalnej, co tam zrobisz po wymianie frezu?
O tokarach ani mru mru, bo to deko inny temat.
https://www.etsy.com/pl/shop/soltysdesign
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 99
- Posty: 2364
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Frezarka 3824 - krok po kroku.
bartuss1 pisze:pytanie podstawowe brzmi : ile razy w ciągu danej operacji bedzie zmieniany frez na inne srednice?
Dwadzieścia dwa.
Pewnie, można i po każdej zmianie freza nawet suwmiarką nie mierzyć, tylko materiału dotykać i zerować. Super zabawa, powodzenia






