



Kupilismy 2 nowe Hyundaie wiahd2200c i L230lmsa
Materialy szkoleniowe zrobione przez jakiegos gamonia gdzie jest pelno bledow a jak mu dalem (ta sama osoba) rysunek czesci aby zrobil program w iso to ani w ISO nie dal rady zrobic ani w manual guide.
Kanalek na czole detalu z kompensacja mial byc z promieniami.
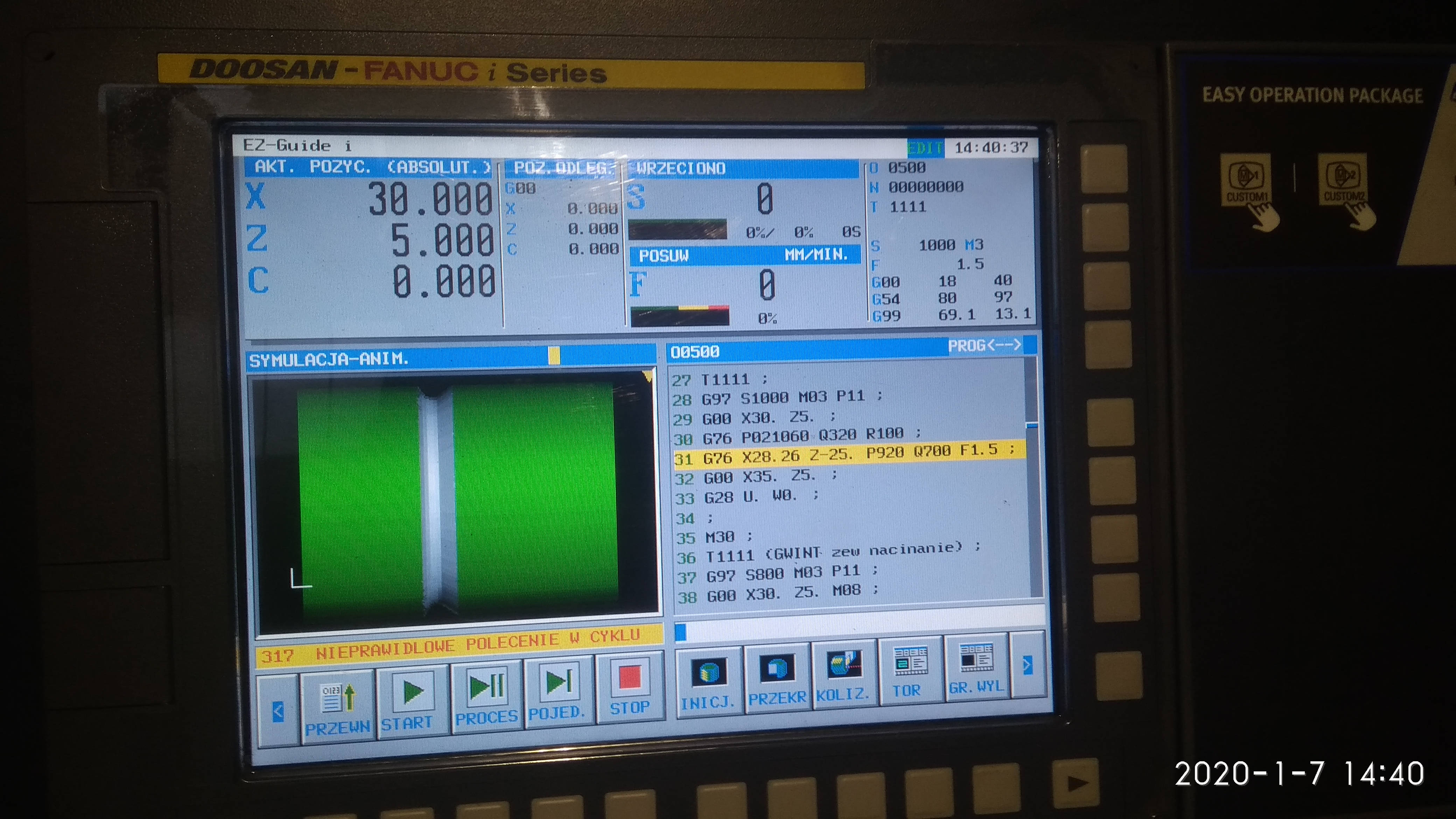
Cykl G76
coś jest nie tak
-
wojtek10916
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 9
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands


-
Sacharowski
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 9
- Posty: 14
- Rejestracja: 10 sty 2019, 20:48
Re: Cykl G76
...No nie koniecznie chodzi o kropki bo jak widać poniżej...
Wersja z kropkami również nie działa.
No ale przynajminej mam pewność że to nie wina programu ale ustawień zawartych gdzieś w czeluściach maszyny.
Nie chce puścić 2-giej linijki cyklu.
No trudno, jak kiedyś dopadnę serwisanta to się go popytam co ją może boleć że nie chce współpracować, już się zaczynam przyzwyczajać do manual guide na szczęscie;)
Dziękuję wszystkim za zaangażowanie w tej sprawie i pozdrawiam.
Łukasz
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Cykl G76
Fanuc Alarm 317 ILLEGAL THREAD COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
Fanuc Alarm Description
A zero or a negative value is specified in a multiple repetitive canned threading cycle (G76) as the thread height or the depth of cut.
Fanuc Alarm 317 ILLEGAL THREAD COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
poszukaj jakie sa ustawienia w parametrach cyklu pewnie cos namieszali
Dodane 3 minuty 27 sekundy:
Fanuc Alarm Description
A zero or a negative value is specified in a multiple repetitive canned threading cycle (G76) as the thread height or the depth of cut.
Fanuc Alarm 317 ILLEGAL THREAD COMMAND IS IN THE THREAD CUTTING CYCLE (T Series)
poszukaj jakie sa ustawienia w parametrach cyklu pewnie cos namieszali
Dodane 3 minuty 27 sekundy:
Uwierz mi ze jak bedziesz szukal pracy jako programista to z MG to nie zablysniesz
-
mheli
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 211
- Rejestracja: 09 gru 2006, 01:12
- Lokalizacja: Częstochowa
Re: Cykl G76
Spróbowałbym jeszcze zamiast tego x28.26 wpisać x28.16 lub x28.06.
Dlaczego, ponieważ najazd na średnicę przed cyklem jest x30., głębokość gwintu na stronę 0.92 z czego wynika że ostatnie przejście powinno być na x28.16, a nie jak Kolega ma 28.26, może to się maszynie nie podoba. Według tabeli maksymalna średnica rdzenia powinna mieć 28.12 minimum to 27.87.
Skoro już tyle te rozważania zajęły czasu to warto jeszcze tak spróbować.
Nie zaprzecze że trochę mnie Wojtek naprowadził tym opisem błędu.
Dlaczego, ponieważ najazd na średnicę przed cyklem jest x30., głębokość gwintu na stronę 0.92 z czego wynika że ostatnie przejście powinno być na x28.16, a nie jak Kolega ma 28.26, może to się maszynie nie podoba. Według tabeli maksymalna średnica rdzenia powinna mieć 28.12 minimum to 27.87.
Skoro już tyle te rozważania zajęły czasu to warto jeszcze tak spróbować.
Nie zaprzecze że trochę mnie Wojtek naprowadził tym opisem błędu.
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
-
Sacharowski
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 9
- Posty: 14
- Rejestracja: 10 sty 2019, 20:48
-
Sacharowski
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 9
- Posty: 14
- Rejestracja: 10 sty 2019, 20:48
Re: Cykl G76
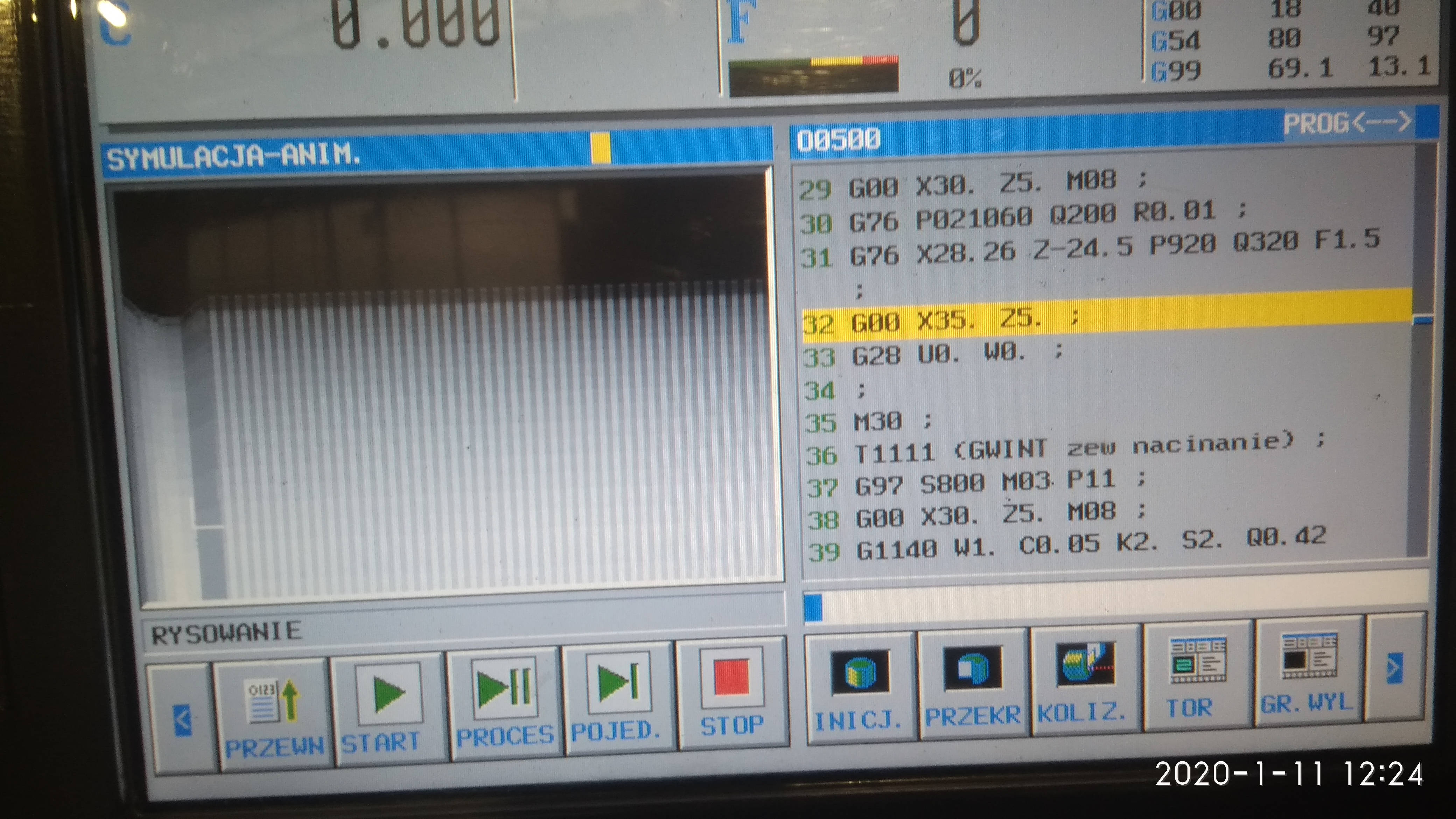
No i nadszedł szczęśliwy koniec tej niekończącej się opowieści. Wszem i wobec mogę oznajmić że UDAŁO SIĘ! 
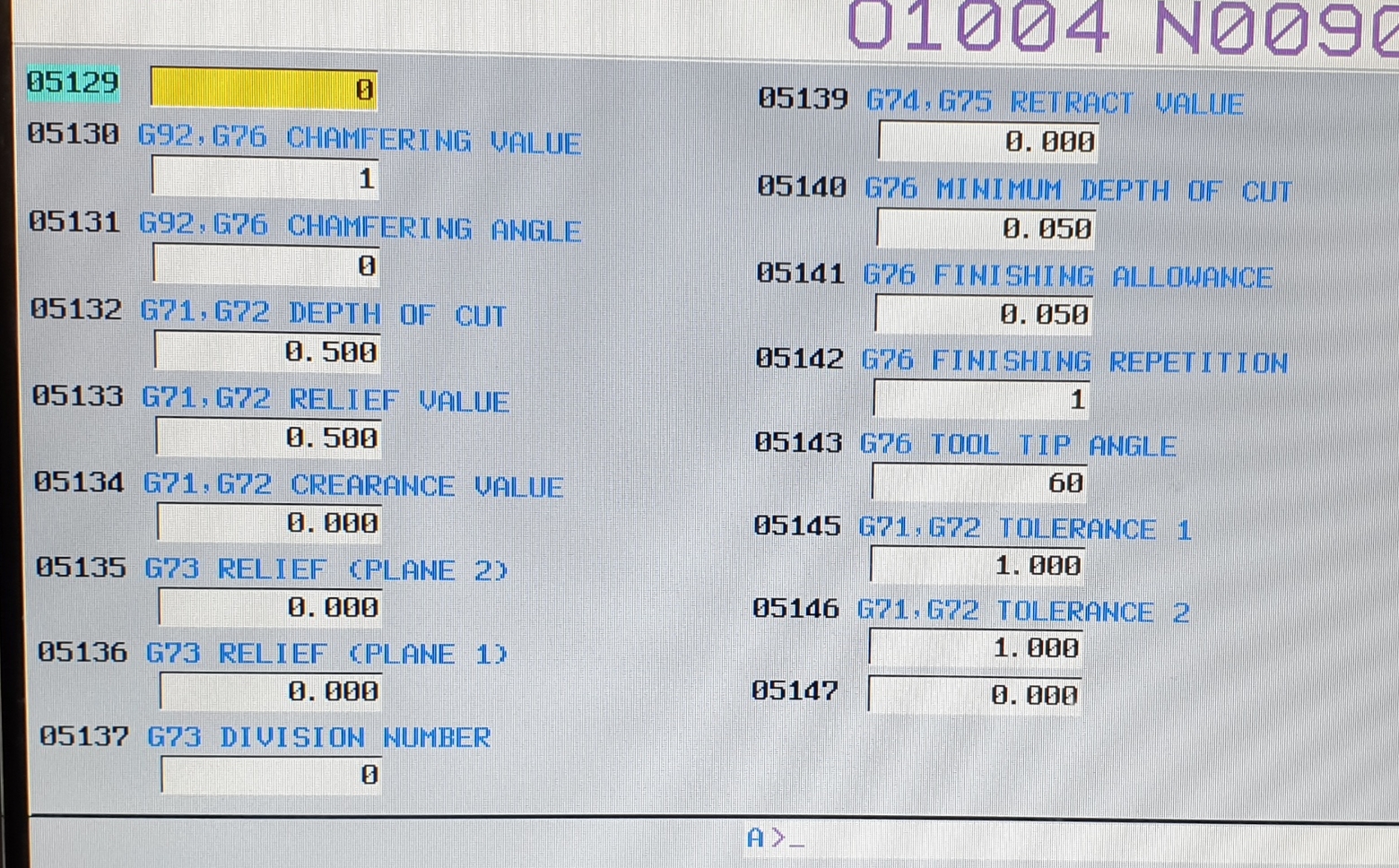
A winowajcą okazał się parametr....R który na maszynie na której dane mi od czasu do czasu pracować musi się zawierać w przedziale od 0 do 1.
Serdeczne dzięki Panu Wojtkowi który pomógł naprowadzić mnie na trop przez screen z ustawieniami, oczywiście łapka w górę leci.
Jeszcze nie wiem jak to dokładnie działa ale u mnie ustawienia maszyny wyglądały tak----->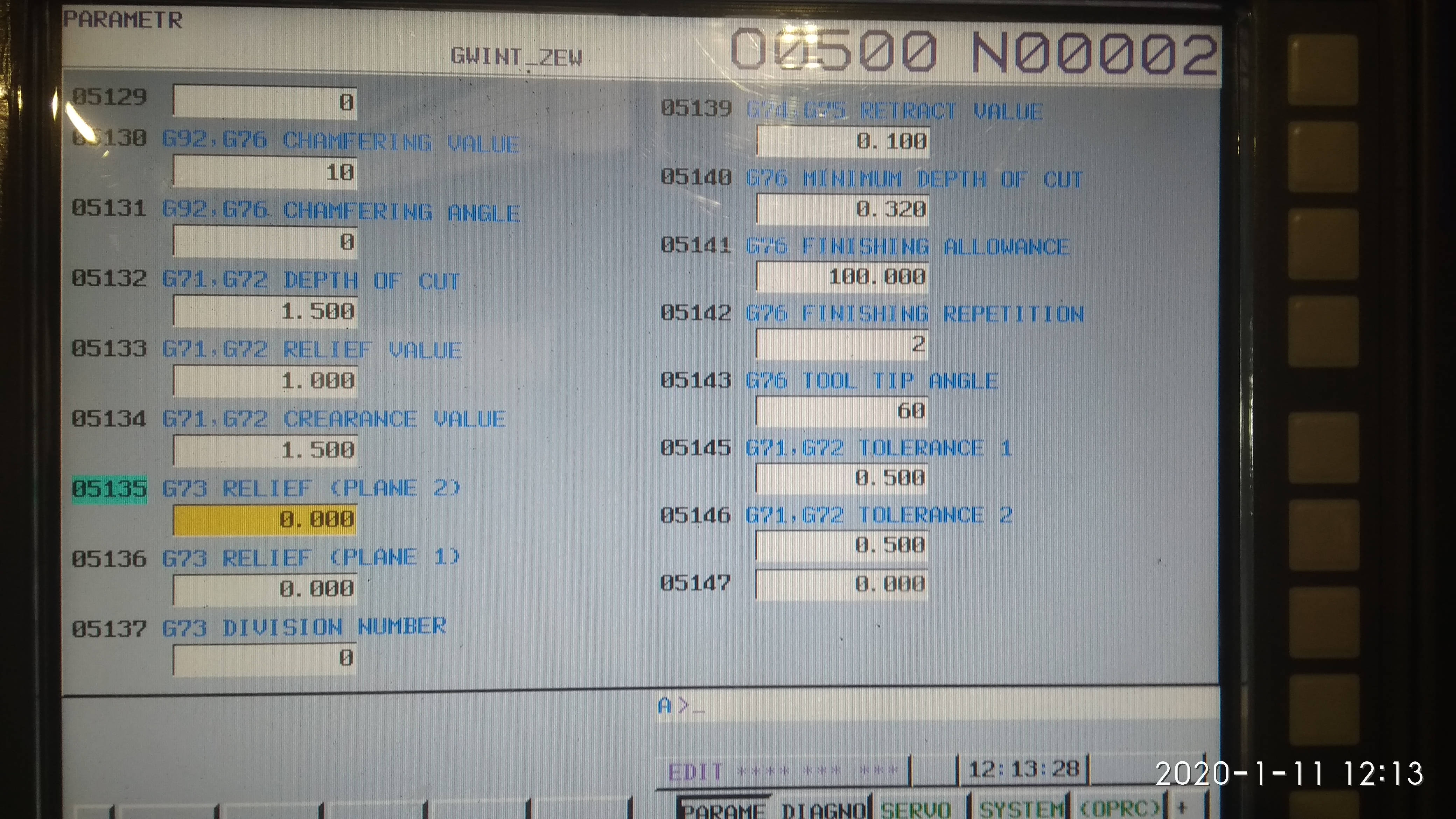
i po parametrze 05141 wynika że R1=1 a nie 0.01 jak podają w manualu. Nie wiem czy ktoś tak ustawił czy było tak fabrycznie. Jak ktoś wie jak go zmienić to dajcie znać jak to zrobić.
I na deser screen z symulacji(jeszcze nie sprawdzany w praktyce ale już mnie świerzbi
Dodane 3 minuty 33 sekundy:
A winowajcą okazał się parametr....R który na maszynie na której dane mi od czasu do czasu pracować musi się zawierać w przedziale od 0 do 1.
Serdeczne dzięki Panu Wojtkowi który pomógł naprowadzić mnie na trop przez screen z ustawieniami, oczywiście łapka w górę leci
Jeszcze nie wiem jak to dokładnie działa ale u mnie ustawienia maszyny wyglądały tak----->
i po parametrze 05141 wynika że R1=1 a nie 0.01 jak podają w manualu. Nie wiem czy ktoś tak ustawił czy było tak fabrycznie. Jak ktoś wie jak go zmienić to dajcie znać jak to zrobić.
I na deser screen z symulacji(jeszcze nie sprawdzany w praktyce ale już mnie świerzbi
Dodane 3 minuty 33 sekundy:
Jednak w samym cyklu nie o to chodzi, ale co do zasady to prawda.mheli pisze: ↑07 sty 2020, 22:08Spróbowałbym jeszcze zamiast tego x28.26 wpisać x28.16 lub x28.06.
Dlaczego, ponieważ najazd na średnicę przed cyklem jest x30., głębokość gwintu na stronę 0.92 z czego wynika że ostatnie przejście powinno być na x28.16, a nie jak Kolega ma 28.26, może to się maszynie nie podoba. Według tabeli maksymalna średnica rdzenia powinna mieć 28.12 minimum to 27.87.
Skoro już tyle te rozważania zajęły czasu to warto jeszcze tak spróbować.
Nie zaprzecze że trochę mnie Wojtek naprowadził tym opisem błędu.
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: Cykl G76
No i widzisz problem jest z kropkami, z uwagi ze masz to wylaczone maszyna widziala to jako 100mm a nie 10 mikronów czyli 0.010mm






