")
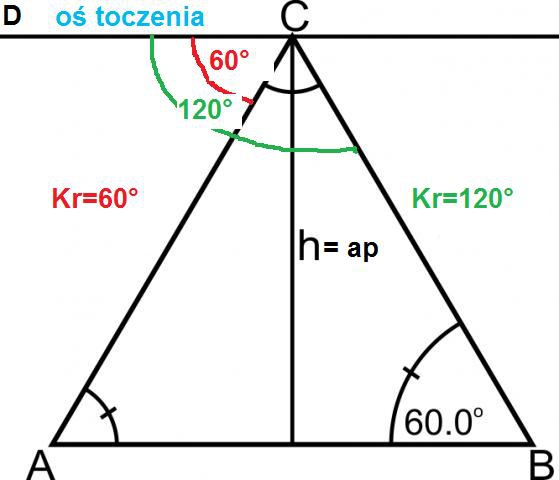
I prawidłowo, rozpatrując kąt przystawienia Kr60° i Kr120° jako boki CA i CB trójkąta równoramiennego, zauważysz, że wysokość h która będzie głębokością skrawania ap prostopadłą do osi toczenia DC, jest dla obu kątów jednakowa, bo obie Kr są do niej symetryczne.jan-stan pisze: Analizując tabele z wartościami kąta przystawienia zauważyłem, że ta sama głębokość skrawania jest przypisana do dwóch różnych kątów, np 120 stop i 60 stop.
Tak, ale tylko w zakresie od 0° do 90°, bo zwiększając kąt dalej, od 90° do 180° zmniejszamy składową osiową Ff na rzecz składowej promieniowej Fp, tylko o przeciwnym wektorze("wciąga" nóż)jan-stan pisze:2. Zwiększając kąt przystawienia zwiększamy wartość siły osiowej
Dla nas praktycznie tak, bo nie odpycha noża od osi toczenia powiększając nam średnicę detalu (albo zmniejszając przy "wciąganiu"), co najczęściej jest dla nas bardziej niekorzystne niż na długości.jan-stan pisze:Czy jest ona mniej "niebezpieczna" od promieniowej ?
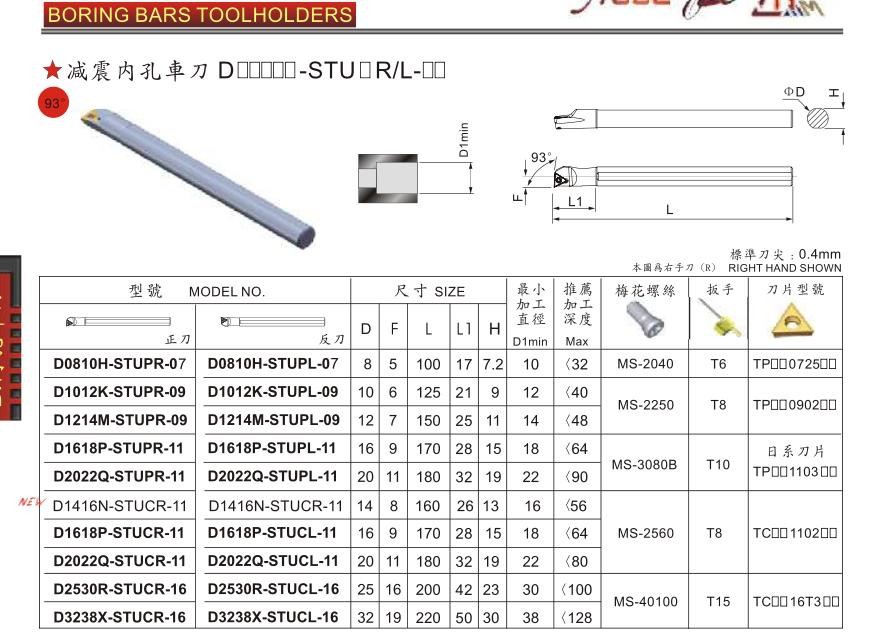
Poszukam.jan-stan pisze:3. Próbowałem znaleźć oznaczenie zalecanej płytki ( ta z rowkiem wiórowym i bez fazki ) ale nie znalazłem.
Są to płytki Positive lub High Positive (Rake) Carbide Insert
o oznaczeniu np.
TNFM 32.010 PE (Valenite Carbide Insert), TNMS, TNMP..
http://www.mscdirect.com/ProductSubstit ... 8,71433098
TNFM 2.521 EL


http://www.ebay.ca/sch/sis.html?_nkw=VA ... 0899169140
czy innej geometriiVBMT 160404 MX 1135

http://www.maxxam.com.pl/index.php?main ... cts_id=182

WNMG

jest ich sporo, nie sposób wszystkich znaleźć
http://www.popscreen.com/shop/sandvik-c ... ert/images
http://www.kodiaktooling.com/p/4052/dor ... rom-kodiak
http://www.kodiaktooling.com/p/4135/dor ... rom-kodiak
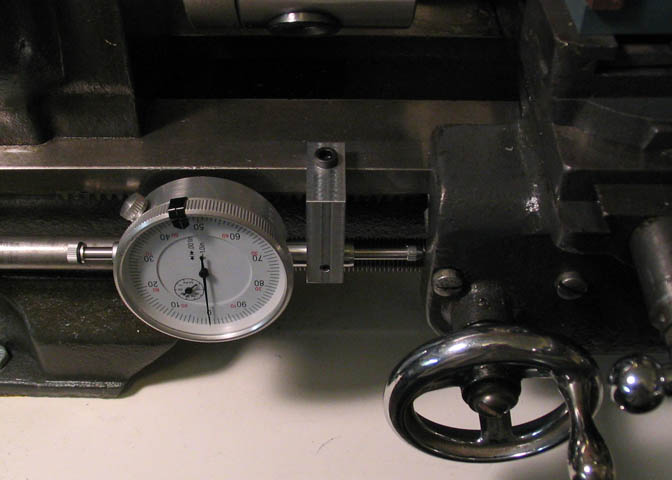
Może mieć, zazwyczaj wytaczaki są bardziej wiotkie (bo np cieńsze, lub dłużej wystawione z imaka) od krępych noży do toczenia zewnętrznego, wiec się bardziej dają odepchnąć.jan-stan pisze:Wracając do moich doświadczeń z toczenia to wydaje mi się, że to odpychanie było tylko przy toczeniu wewnętrznym ( przetaczanie otworu na większy, z 34 na 36 ). Czy to ma jakieś uzasadnienie czy też, to tylko subiektywne odczucie.
symbole trzeba wklejać jak rysunki(jeśli mają w linku rozszerzenie .jpg, .JPEG, .gif, itd, jak rysunek), klikając przycisk IMG i wstawiając w pojawiające się pole link do nich.P.S. Nadal próby wklejenia symboli technicznych i ikon emocji powoduje wklejenie nazwałbym to ścieżek dostępu a nie odpowiednich symboli. Na innych forach lepiej mi to idzie. Ciekawe co źle robię ?
Ale htpp:// które się tam razem pojawia (w tym pustym polu) trzeba skasować, bo link do rysunku już ma swoje http://, i byłyby dwa na raz, wiec sie nie wyświetli jako rysunek.
Możesz sobie potrenować wstawianie "na sucho", przy pomocy przycisku Podglad sprawdzać efekty wstawianie przed wysłaniem odpowiedzi..
trzeba po prostu trochę sobie potrenować..
A kliknięty emotionek który masz obok pola odpowiedzi, pojawia się na polu w miejscu znacznika,
Ale graficznie będzie widoczny dopiero po wysłaniu posta, bo w czasie wstawiania i pisania widać tylko jego literowy zamiennik. (emotionki wstawiamy bezpośrednio, bez pomocy IMG, ale tylko te znajdujące się obok pola odpowiedzi na forum. Inne z netu - tak jak normalne rysunki za pomocą IMG.)
A tu trochę do poczytania..
http://www.superprecision.com/hardturni ... iques.html
http://www.uspto.gov/web/patents/classi ... fB23B.html
http://www.network54.com/Forum/550526/t ... that+cause


")



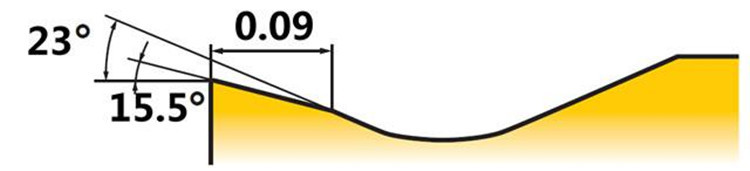
 ) to zrób szlifowanie podobnie jak poniżej
) to zrób szlifowanie podobnie jak poniżej