



Tanie gwintowniki bardzo szybko się tępią. Po tym zamiast skrawać to wygniatasz gwint. Stąd pękają bo stawiają duże opory, klinują się zaciskają i pękają. Przy małych średnicach tym bardziej, bo są delikatne. Kupuj dobrej jakości narzędzia. Lepiej raz kupić za 50 pln niż 10 x po 5pln. Ten pierwszy wytrzyma i tak dużo więcej niz 10 chinszajsu. To samo tyczy się wierteł frezów noży i innych narzędzi. Tym bardziej do małych tokarek narzędzia musza być ostre i dobrej jakości. Mają skrawać a nie się ślizgać. Tym tanim chłamem wiele nie podziałasz.jan-stan pisze:Chciałbym jeszcze wrócić do gwintowników. Już pary razy 'udało' mi się złamać gwintownik ( te małe, przeważnie M3) i tu pytanie. Czy problem jest w tanich gwintownikach czy też powinienem częściej cofać gwintownik aby złamać wiór ? Pewnie jak taniej to i częściej cofać. Czyli wszystko sprowadza się do wyczucia.
BASS POLSKA 300 - parę spraw na początek
-
 senio
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1459
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Tagi:


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 17
- Posty: 11621
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
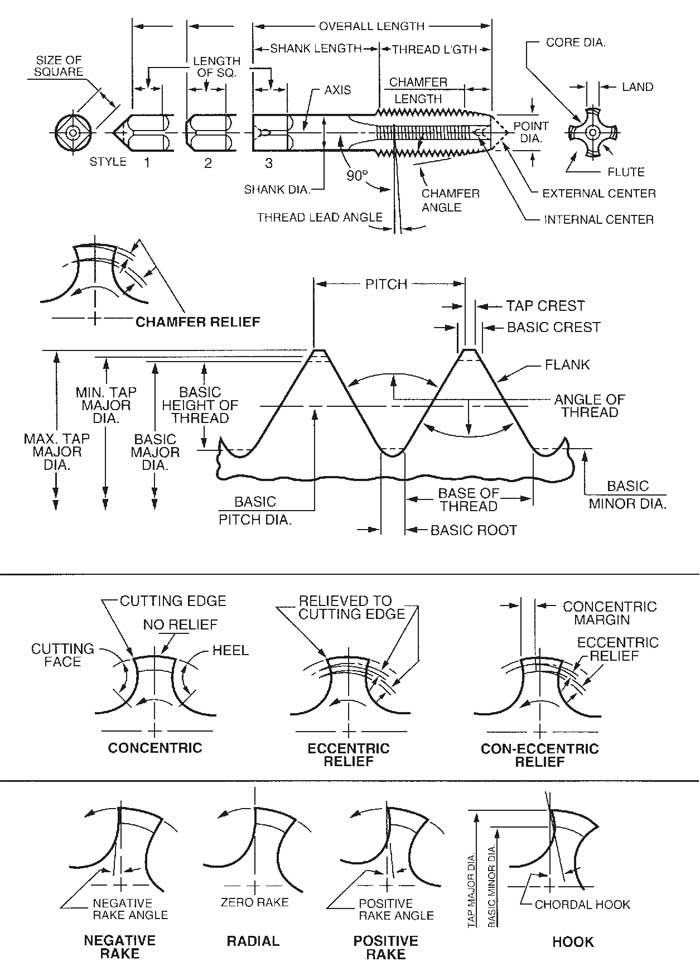
Większe można znacznie poprawić aby zmniejszyć siły skrawania (i możliwość złamania), czyli przeostrzyć by poprawić kąt powierzchni natarcia na dodatni(Positive Rake), bo najczęściej mają kąt ujemny(Negative Rake), albo zerowy(Radial) jak do b. twardych ale kruchych materiałów.
i ew. nakrój (najprościej ostrzyłem ścierniczką trzpieniową)
https://www.cnc.info.pl/topics80/zestaw ... 232,10.htm

[youtube][/youtube]
zużycie gwintowników
http://www.tapsaver.com/uncategorized/d ... resharpen/
tu bardzo prymitywne, ale skuteczne ostrzenie b. dużych gwintowników
[youtube][/youtube]
i ew. nakrój (najprościej ostrzyłem ścierniczką trzpieniową)
https://www.cnc.info.pl/topics80/zestaw ... 232,10.htm
[youtube][/youtube]
zużycie gwintowników
http://www.tapsaver.com/uncategorized/d ... resharpen/
tu bardzo prymitywne, ale skuteczne ostrzenie b. dużych gwintowników
[youtube][/youtube]
pozdrawiam,
Roman
Roman
-
jan-stan
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 14
- Posty: 37
- Rejestracja: 07 sty 2015, 21:37
- Lokalizacja: Żagań
Bardzo ciekawe te informacje odnośnie gwintowników.
W końcu, przy Waszej pomocy, poradziłem sobie z uchwytem. Przede wszystkim namotałem z oceną, co jest czym. Dopiero zdjęcie RomanJ4 uzmysłowiło mi, że nie mogę rozdzielić zabieraka od uchwytu. Te śrubki ( w zabieraku ) muszą być luźne gdyż uderzając w nie, powoduje się oddzielenie zabieraka od uchwytu. Tylko były one za krótkie.
Ale i tak po myciu, czyszczeniu, przesuwanie szczęk wymaga za dużej siły. Przesuwają się płynnie ale jednak chyba za mocno trzeba kręcić kluczem. I tu pytanie. Czy najczęściej jest to powiązane z pracą orzechów czy też raczej ślimacznicy i jakby za ten problem się zabrać ?
Załączam zdjęcie po rozbiórce, może komuś to się przyda.
P.S. Może mnie ktoś uświadomić jak dołącza się więcej zdjęć niż jedno. Jak próbuje dodać drugie zdjęcie, to pierwsze ginie.
W końcu, przy Waszej pomocy, poradziłem sobie z uchwytem. Przede wszystkim namotałem z oceną, co jest czym. Dopiero zdjęcie RomanJ4 uzmysłowiło mi, że nie mogę rozdzielić zabieraka od uchwytu. Te śrubki ( w zabieraku ) muszą być luźne gdyż uderzając w nie, powoduje się oddzielenie zabieraka od uchwytu. Tylko były one za krótkie.
Ale i tak po myciu, czyszczeniu, przesuwanie szczęk wymaga za dużej siły. Przesuwają się płynnie ale jednak chyba za mocno trzeba kręcić kluczem. I tu pytanie. Czy najczęściej jest to powiązane z pracą orzechów czy też raczej ślimacznicy i jakby za ten problem się zabrać ?
Załączam zdjęcie po rozbiórce, może komuś to się przyda.
P.S. Może mnie ktoś uświadomić jak dołącza się więcej zdjęć niż jedno. Jak próbuje dodać drugie zdjęcie, to pierwsze ginie.
- Załączniki
-
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 11621
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Jeśli używasz do wstawiania zdjęć znajdujących się w Twoim komputerze wstawiarki forumjan-stan pisze:P.S. Może mnie ktoś uświadomić jak dołącza się więcej zdjęć niż jedno. Jak próbuje dodać drugie zdjęcie, to pierwsze ginie.

to otwiera się okno z linijkami do wstawiania plików

każde kolejne zdjęcie musisz wstawić osobno w kolejną linijkę pod poprzednim, zanim je wyślesz na serwer forum, bo chcąc wkleić je w jednej następne zdjęcie kasuje ścieżkę do poprzedniego.
Czyli
- klikasz "Przeglądaj" i wstawiasz ścieżkę do zdjęcia 1, (po kliknięciu którego wybierasz lokalizację folderu i plik(zdjęcia) które chcesz dodać, klikasz na ten plik (zdjęcie), i jego ścieżka pojawia się w pustym polu obok przycisku"Przeglądaj")
- klikasz kolejne "Przeglądaj" niżej poprzedniego, i wstawiasz ścieżkę do zdjęcia 2,
itd, itd.....
jak wstawisz wszystkie które chcesz, klikasz "Wyślij", i jak się wgrają, to dalej ..
Czasem zdjęcia nie chcą się wgrać bo są za duże (monit o przekroczeniu 2MB), albo nie mają rozszerzenia .jpg, .jpeg, .gif i tak dalej, tylko inne np. .bmp..
co wtedy zrobić - instrukcję masz tu
https://www.cnc.info.pl/topics79/planszajba-vt65071.htm
pozdrawiam,
Roman
Roman

-
jan-stan
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 14
- Posty: 37
- Rejestracja: 07 sty 2015, 21:37
- Lokalizacja: Żagań
Jestem po paru dniach "toczenia?". Faktycznie, za dużo to nie można zdjąć materiału ale to problem dla zdjęcia paru centymetrów. Dla moich potrzeb ( na razie ) wystarczy.
Zrodziły się kolejne pytania.
1. Zauważyłem, że przy mocniejszym wejściu w materiał ( stalowy ) nóż ździebko odchodzi od materiału. Luzów w poszczególnych podzespołach nie ma, wręcz ździebko za ciasno chodzą. Nóż nie jest daleko wysunięty. Czy powinienem tym się martwić i szukać przyczyn czy też odpuścić sobie ?
2. Cały czas zastanawiam się nad chłodzeniem. Czy przy takim niewielkim zbieraniu materiału powinienem się tym zająć ? Jeśli tak, to jak to rozwiązać ? Czy dokupić dodatkowo pompę czy wystarczy zwilżanie pędzelkiem ( tak widziałem na filmie ) ?
Wszystkim czytającym życzę Wesołych i Zdrowych Świąt.
Zrodziły się kolejne pytania.
1. Zauważyłem, że przy mocniejszym wejściu w materiał ( stalowy ) nóż ździebko odchodzi od materiału. Luzów w poszczególnych podzespołach nie ma, wręcz ździebko za ciasno chodzą. Nóż nie jest daleko wysunięty. Czy powinienem tym się martwić i szukać przyczyn czy też odpuścić sobie ?
2. Cały czas zastanawiam się nad chłodzeniem. Czy przy takim niewielkim zbieraniu materiału powinienem się tym zająć ? Jeśli tak, to jak to rozwiązać ? Czy dokupić dodatkowo pompę czy wystarczy zwilżanie pędzelkiem ( tak widziałem na filmie ) ?
Wszystkim czytającym życzę Wesołych i Zdrowych Świąt.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 11621
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
No cóż, na maszynie tej wielkości, sztywności, masie, i mocy napędu trudno przybierać po wiecej niż milimetrze, ale można na tyle zoptymalizować warunki skrawania, że uzyskamy możliwie najlepsze jego dla niej parametry.jan-stan pisze:Faktycznie, za dużo to nie można zdjąć materiału ale to problem dla zdjęcia paru centymetrów.
A zależy to od kilku czynników.
To może być spowodowane różnymi przyczynami, a szkoda że kolega nie zrobił zdjęć/ia w czasie obróbki (lub przed), można by wiele wywnioskować. zwłaszcza z typu zastosowanego noża.jan-stan pisze:Zauważyłem, że przy mocniejszym wejściu w materiał ( stalowy ) nóż ździebko odchodzi od materiału. Luzów w poszczególnych podzespołach nie ma
Zakładając, że kolega dobrze zdiagnozował brak luzów na saniach poprzecznych, narzędziowych czy imaka (bo "ciężko chodzi" może też wynikać np. z za ciasnej nakrętki, zacięć na jaskółce które pod wpływem oporów skrawania "puszczają", powodując "wybieranie' luzu na śrubie- ale to dalsze dywagacje), to zjawisko "odpychania", które występuje zawsze (akcja i reakcja), ale z różnym skutkiem zależnym głownie od sztywności układu materiał-narzędzie,
Składa się na to w głównej mierze:
- sztywność maszyny, (sprawdzenie czy mamy dobrze dokręcony wrzeciennik do łoża, luzy na łożyskowaniu wrzeciona, sztywność łoża musimy przyjąć jaka jest.
- sztywność narzędzia (noża) - jak najkrótsze, mocne mocowanie jak najgrubszego, pasującego do osi trzonka
- geometria i parametry skrawania narzędzia (tu dalej omówimy sobie szerzej)
- wyboczenia materiału, związane z jego geometrią (proporcją jego średnicy do długości zamocowania), znowu możliwie dla wykonania danego detalu jak najkrótsze mocowanie, ewentualnie podparcie cienkich, długich konikiem
- a także rodzaj materiału i jego twardość,
Geometria noża.
Do toczenia z małą głębokością skrawania ap (przybraniem) w tak słabonapędowych maszynach nóż powinien generować jak najmniejsze opory. Będą one zasadniczo zależne od:
jego geometrii:
- kąta przystawienia Kr powierzchni przyłożenia noża do materiału (w stosunku do osi toczenia)
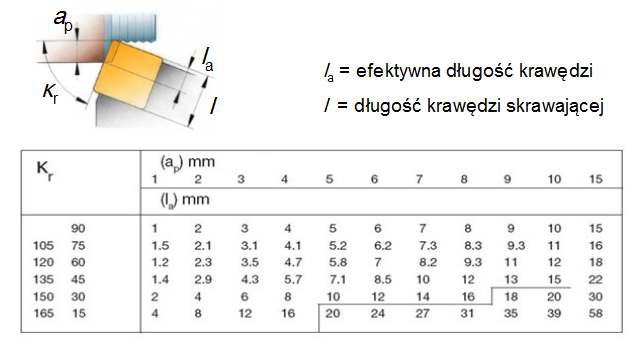
zależny od kształtu noża (płytki w składanym), im ten kąt jest mniejszy, tym większą efektywną długością krawędzi skrawającej Ia nóż będzie skrawał, pomimo małej względnej głębokości ap(wzór na przeciwprostokątną), co powoduje wzrost składowej promieniowej(Fcn) oporów skrawania.

- promienia wierzchołkowego noża rε


Promień naroża rε i kąt wierzchołkowy mają ważne znaczenie w zmniejszaniu sił poprzecznych i stycznych, im mniejsze rε tym mniejsze siły. Duży promień rε zmniejsza sumaryczny kąt Kr krawędzi skrawającej przy danej głębokości skrawania ap, która nie powinna być mniejsza jak 2/3 promienia.
http://slideplayer.pl/slide/414021/#

- kąta powierzchni natarcia γ;,

dodatni kąt natarcia γ powstający zwłaszcza przy zastosowaniu kanałka wiórowego, zmniejsza opory toczenia (lepszy spływ wióra), ale za "ostra" krawędź skrawająca będzie się łatwiej tępić i wykruszać. Dlatego stosuje się fazkę tzw. "ścin natarcia" γ01 o ujemnym lub zerowym kącie by to zjawisko ograniczyć.

Zwłaszcza w popularnych spiekach które są dość kruche przekrój części roboczej płytki przybiera kształt zbliżony do d z rysunku powyżej.
Czyli dla małych głębokości skrawania w naszej małej tokarce niekorzystny, bo zwiększający te opory. Dlatego też do zbierania bardzo małych warstw ap(np dziesiąte części milimetra) lepiej stosować dobrze wyprofilowane noże lutowane lub HSS niż typowe płytki wymienne.
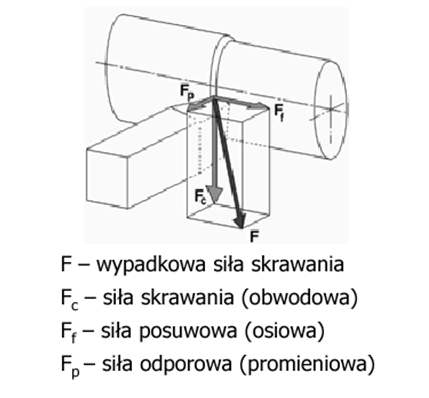
Innym czynnikiem "odpychania" są parametry skrawania, czyli oprócz głębokości ap prędkość skrawania vc, zależna od posuwu narzędzia fn(lub p), średnicy Dc, i obrotów n toczonego detalu,
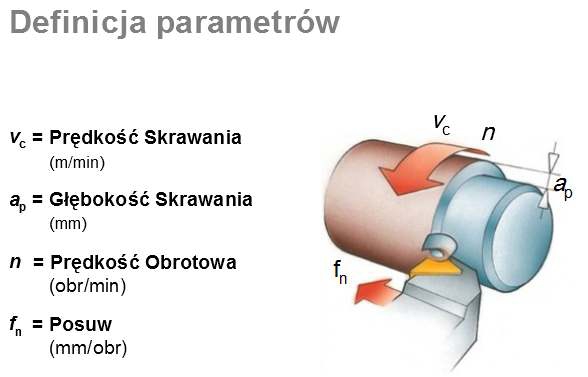
które tworzą przestrzenny układ wektorów sił, i którego wartości są od siebie wzajemnie zależne.
A poczytać o tych zależnościach można m/in. tu
http://www.google.pl/url?sa=t&rct=j&q=& ... 7451,d.bGg
Jak z powyższego widać najprędzej w naszym konkretnym przypadku przy małej głębokości skrawania możemy zjawisko odpychania ograniczyć stosując nóż o odpowiedniej geometrii, np

a noże z płytkami spiekanymi z jak najmniejszym promieniem i możliwie najmniejszą fazką (ścinem natarcia), jak np ta środkowa(rowki wiórowe i brak fazki, choć w tej akurat duży promień)

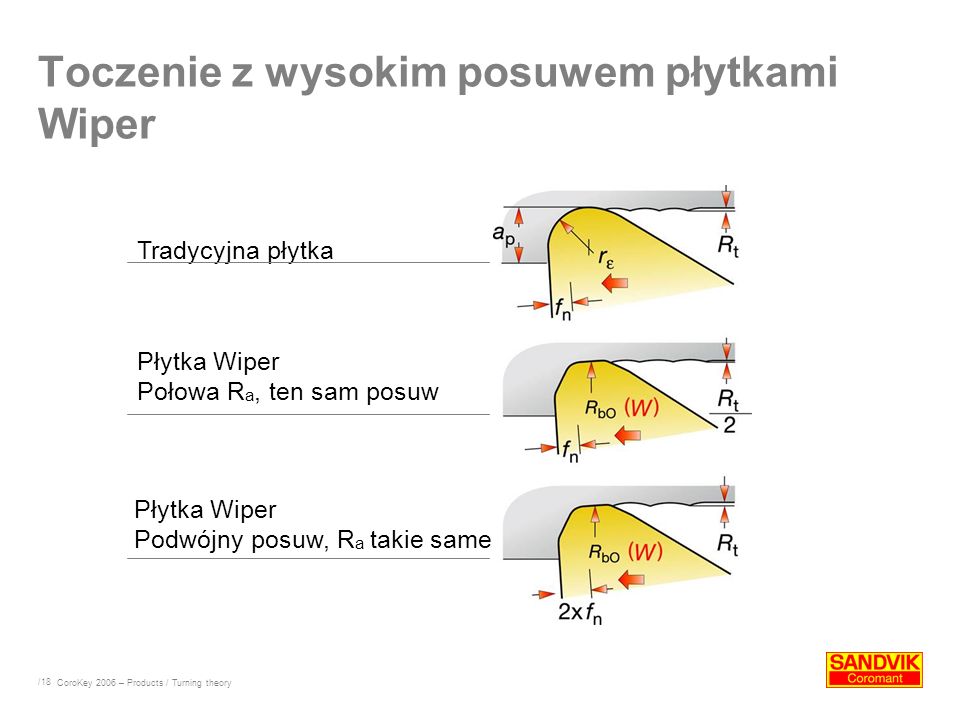
Trzeba tylko brać pod uwagę, że mały promień noża czy płytki pogarsza nam jakość powierzchni (chropowatość Rt)


co w płytkach wymiennych częściowo niweluje się poprzez specjalny kształt promienia (Wiper)
pozdrawiam,
Roman
Roman
-
jan-stan
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 14
- Posty: 37
- Rejestracja: 07 sty 2015, 21:37
- Lokalizacja: Żagań
Zadziwiające, prawie wszystko rozumie. Mam jednak parę spraw do poruszenia.
1. Analizując tabele z wartościami kąta przystawienia zauważyłem, że ta sama głębokość skrawania jest przypisana do dwóch różnych kątów, np 120 stop i 60 stop.
2. Zwiększając kąt przystawienia zwiększamy wartość siły osiowej. Czy jest ona mniej "niebezpieczna" od promieniowej ?
3. Próbowałem znaleźć oznaczenie zalecanej płytki ( ta z rowkiem wiórowym i bez fazki ) ale nie znalazłem. Jakby słowo podpowiedzi, to byłbym happy.
Wracając do moich doświadczeń z toczenia to wydaje mi się, że to odpychanie było tylko przy toczeniu wewnętrznym ( przetaczanie otworu na większy, z 34 na 36 ). Czy to ma jakieś uzasadnienie czy też, to tylko subiektywne odczucie.
P.S. Nadal próby wklejenia symboli technicznych i ikon emocji powoduje wklejenie nazwałbym to ścieżek dostępu a nie odpowiednich symboli. Na innych forach lepiej mi to idzie. Ciekawe co źle robię ?
1. Analizując tabele z wartościami kąta przystawienia zauważyłem, że ta sama głębokość skrawania jest przypisana do dwóch różnych kątów, np 120 stop i 60 stop.
2. Zwiększając kąt przystawienia zwiększamy wartość siły osiowej. Czy jest ona mniej "niebezpieczna" od promieniowej ?
3. Próbowałem znaleźć oznaczenie zalecanej płytki ( ta z rowkiem wiórowym i bez fazki ) ale nie znalazłem. Jakby słowo podpowiedzi, to byłbym happy.
Wracając do moich doświadczeń z toczenia to wydaje mi się, że to odpychanie było tylko przy toczeniu wewnętrznym ( przetaczanie otworu na większy, z 34 na 36 ). Czy to ma jakieś uzasadnienie czy też, to tylko subiektywne odczucie.
P.S. Nadal próby wklejenia symboli technicznych i ikon emocji powoduje wklejenie nazwałbym to ścieżek dostępu a nie odpowiednich symboli. Na innych forach lepiej mi to idzie. Ciekawe co źle robię ?






