



Podłączenie Cn1 nie ma znaczenia przy konfiguracji i połączeniu z SigmaWin.
Sprawdź:
- czy zachowana jest kolejność u v w ze sterownika i z silnika (wbrew pozorom ma to ogromne znaczenie)
- czy zachowana kolejność sygnałów z enkodera do servopacku
- no i faktycznie sprawdź kolejność pinów w tych cholernych wtyczkach 3M.
Potem zabierz się za ustawienie speed loop gain itp.
Jeśli silnik Ci reaguje to już jakiś sukces jest.
oswojenie Yaskawa SGDA + Sanyo Denki
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 8
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:


-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 18
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
nierównej walki ciąg dalszy...
Jakbym nie ustawił wzmocnienia pętli prędkości to silnik podskoczy, potrzyma, obróci się o parę stopni i wywali błąd, pobuczy, poskrzeczy, i prawie zawsze kończy się to błędem A.C2, raz A.C4. mógłby ktoś podać przykładowe parametry pętli?
W autotuningu mam tylko opcje standardowego tuningu bez opcji online autotuning ;/ A w data tracing jak ustawie parametry wg manuala to wczytywanie trwa wieczność...
Pisałeś Gaspar wcześniej że być może wykorzystam tylko 6 przewodów do enkodera, enkoder ma 2000 ppr, mógłbyś powiedzieć coś więcej na ten temat? Może mam coś źle podłączone, bo wykorzystuje wszystkie 8 przewodów.
I jeszcze jedno, mam wzmacniacz 400W, a silnik 300W, da się gdzieś zmienić domyślny silnik na słabszy?
Jakbym nie ustawił wzmocnienia pętli prędkości to silnik podskoczy, potrzyma, obróci się o parę stopni i wywali błąd, pobuczy, poskrzeczy, i prawie zawsze kończy się to błędem A.C2, raz A.C4. mógłby ktoś podać przykładowe parametry pętli?
W autotuningu mam tylko opcje standardowego tuningu bez opcji online autotuning ;/ A w data tracing jak ustawie parametry wg manuala to wczytywanie trwa wieczność...
Pisałeś Gaspar wcześniej że być może wykorzystam tylko 6 przewodów do enkodera, enkoder ma 2000 ppr, mógłbyś powiedzieć coś więcej na ten temat? Może mam coś źle podłączone, bo wykorzystuje wszystkie 8 przewodów.
I jeszcze jedno, mam wzmacniacz 400W, a silnik 300W, da się gdzieś zmienić domyślny silnik na słabszy?
-
 Tomciowoj
Tomciowoj
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 7
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Spróbuj następująco:
- zamień miejscami 2 kabelki idące z servodrive'a do silnika np, U z V lub:
- w ustawieniach zmień Cn-2, bit 0 na 1 (jak jest 0) lub na 0 (jak jest 1), zmienia to kierunek odczytu obrotu silnika.
Podobnie zachowywały mi się serva Kollmorgen, gdy miałem wpisaną niewłaściwą ilość impulsów enkodera (nie miałem podanej na silniku, ani w DTR), choć był wtedy błąd o niewłaściwej pozycji.
- zamień miejscami 2 kabelki idące z servodrive'a do silnika np, U z V lub:
- w ustawieniach zmień Cn-2, bit 0 na 1 (jak jest 0) lub na 0 (jak jest 1), zmienia to kierunek odczytu obrotu silnika.
Podobnie zachowywały mi się serva Kollmorgen, gdy miałem wpisaną niewłaściwą ilość impulsów enkodera (nie miałem podanej na silniku, ani w DTR), choć był wtedy błąd o niewłaściwej pozycji.
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Też wcześniej pisałem, by mieć na uwadze poprawne połączenie U V W.
Musisz przede wszystkim wykluczyć ewentualne błędy połączenia kabelków.
W manualu SGDA spójrz na stronę 163 dotyczącą złącza CN3.
Wykorzystujesz z enkodera 8 sygnałów i ekran. (oczywiście przewód masz ekranowany?)
Musisz z dokumentacji silnika sanyo denki znaleźć rozpiskę sygnałów enkodera. (wstaw tutaj jakiś obrazek z jego wyprowadzeniami, ja niestety nie mam tyle wolnego czasu by ryć manuala jeszcze od silnika...)
Zwróć uwagę na popranie zrobioną wtyczkę CN3 do serwopaka (ta 3M`a),
poza sygnałami A B C, 5V ma być podane na piny 4, 5 i 6, natomiast masa (0V) na piny 1, 2 i 3. Na 20 pin dolutuj "odczep" z ekranu i dodatkowo ekran niech zwiera do metalowej części wtyczki. Postępuj ostrożnie przy lutowaniu, gdyż w tych wtyczkach łatwo o błąd.
Oczywiście w parametr CN-0A i CN-11 wpisałeś rozdzielczość enkodera na 2000 ppr.
Jak już odpalisz to i będziesz chciał się łączyć z jakąś płytą główną to gdy będzie miała za słabe taktowanie możesz skorzystać z przekładni elektronicznej w serwopaku (to taka podpowiedź).
Ustawiłeś może rodzaj silnika w CN-02 (BIT "8") - masz do wyboru SGM i SGMP. Testuj oba. Jak ja stroiłem serwo to różnica była kolosalna, gdy miałem silnik SGMP a było ustawione SGM można było osią obracać tak skokowo co 45 stopni i silnik miał słabiutki moment.
Pytałeś mnie czy można ustawić gdzieś w serwopaku 400Watowym obsługę mniejszego silnika, niestety ja nie spotkałem się z taką możliwością. Co nie znaczy że silnik mniejszy nie pójdzie pod mocniejszym serwopakiem. Dla przykładu dla SGDH15ADA (1,5kW) miałem silniki SGDM 1,3kW i wszystko hulało doskonale.
Musisz przede wszystkim wykluczyć ewentualne błędy połączenia kabelków.
W manualu SGDA spójrz na stronę 163 dotyczącą złącza CN3.
Wykorzystujesz z enkodera 8 sygnałów i ekran. (oczywiście przewód masz ekranowany?)
Musisz z dokumentacji silnika sanyo denki znaleźć rozpiskę sygnałów enkodera. (wstaw tutaj jakiś obrazek z jego wyprowadzeniami, ja niestety nie mam tyle wolnego czasu by ryć manuala jeszcze od silnika...)
Zwróć uwagę na popranie zrobioną wtyczkę CN3 do serwopaka (ta 3M`a),
poza sygnałami A B C, 5V ma być podane na piny 4, 5 i 6, natomiast masa (0V) na piny 1, 2 i 3. Na 20 pin dolutuj "odczep" z ekranu i dodatkowo ekran niech zwiera do metalowej części wtyczki. Postępuj ostrożnie przy lutowaniu, gdyż w tych wtyczkach łatwo o błąd.
Oczywiście w parametr CN-0A i CN-11 wpisałeś rozdzielczość enkodera na 2000 ppr.
Jak już odpalisz to i będziesz chciał się łączyć z jakąś płytą główną to gdy będzie miała za słabe taktowanie możesz skorzystać z przekładni elektronicznej w serwopaku (to taka podpowiedź).
Ustawiłeś może rodzaj silnika w CN-02 (BIT "8") - masz do wyboru SGM i SGMP. Testuj oba. Jak ja stroiłem serwo to różnica była kolosalna, gdy miałem silnik SGMP a było ustawione SGM można było osią obracać tak skokowo co 45 stopni i silnik miał słabiutki moment.
Pytałeś mnie czy można ustawić gdzieś w serwopaku 400Watowym obsługę mniejszego silnika, niestety ja nie spotkałem się z taką możliwością. Co nie znaczy że silnik mniejszy nie pójdzie pod mocniejszym serwopakiem. Dla przykładu dla SGDH15ADA (1,5kW) miałem silniki SGDM 1,3kW i wszystko hulało doskonale.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 18
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
Zamiana faz U z V nic nie dała, silnik albo obraca się o kilka stopni po czym wraca na wcześniejszą pozycje, albo przeskakuje jakieś 90 stopni i wyrzuca błąd. Silnik podłączyłem tak jak na tym schemacie z dokumentacji silnika
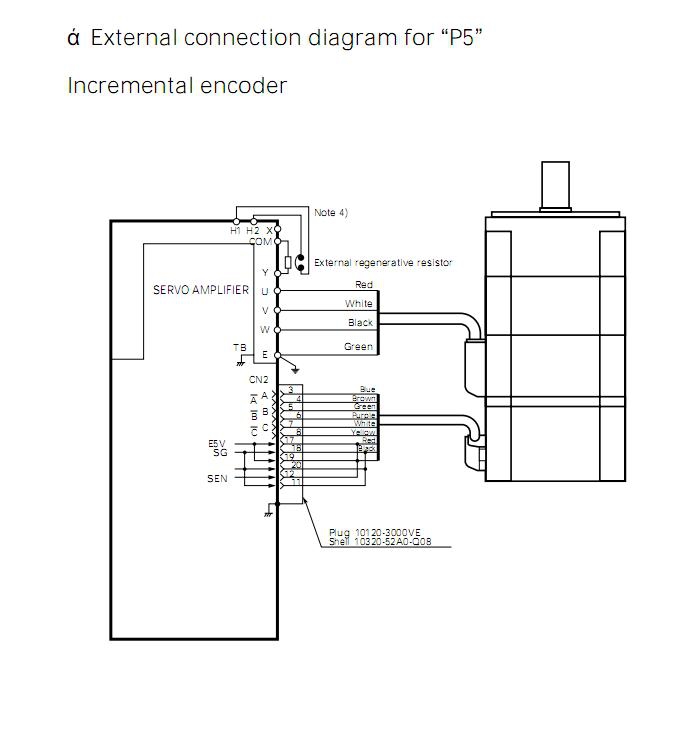
czerwony
biały
czarny
żółto-zielony...
przewód od enkodera jest ekranowany, ekran podpięty od strony wzmacniacza, kabel nie jest ekranowane tylko na ostatnich kilku centymetrach przy wtyczce 3M. Same kable są podłączone według schematu, sprawdzałem już kilka razy
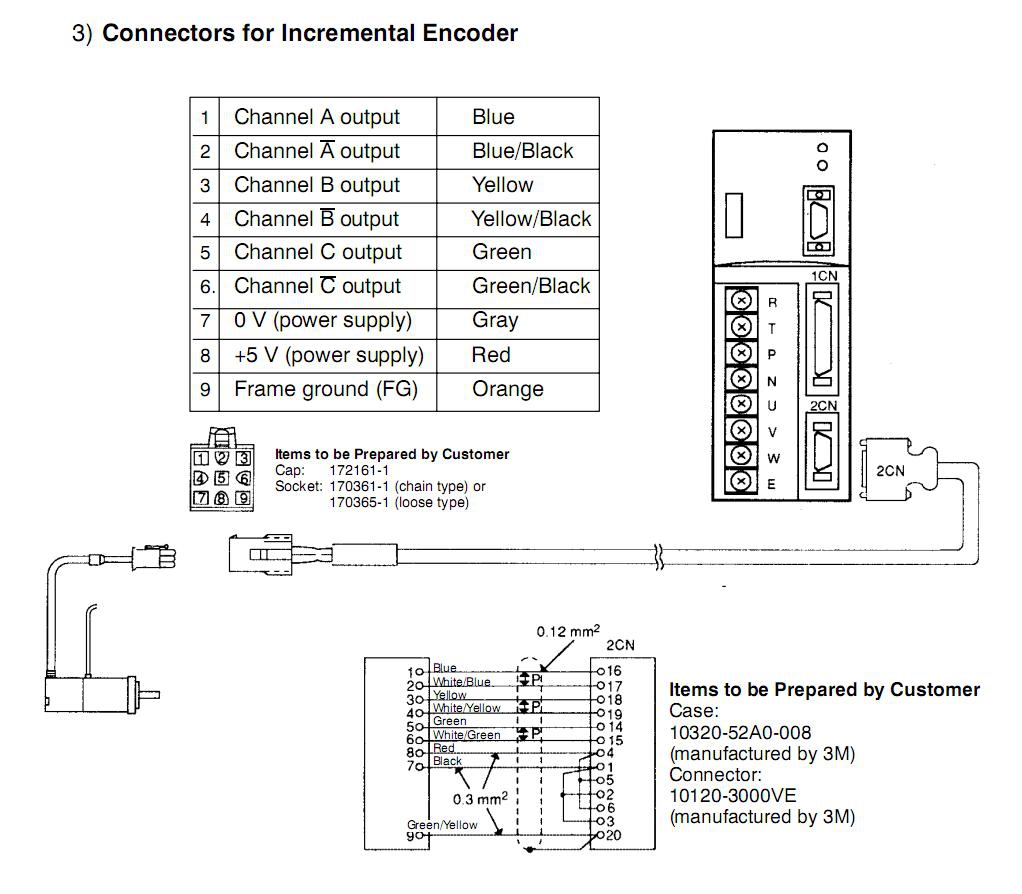
Oczywiście 5V jest na pinach 4,5,6, a masa masa na 1,2,3. Ekran podpięty, wszystkie piny oddzieliłem od siebie taśmą izolacyjną, żeby uniknąć ewentualnych zwarć.
Wartości enkodera ustawione dwukrotnie na 2000 ppr
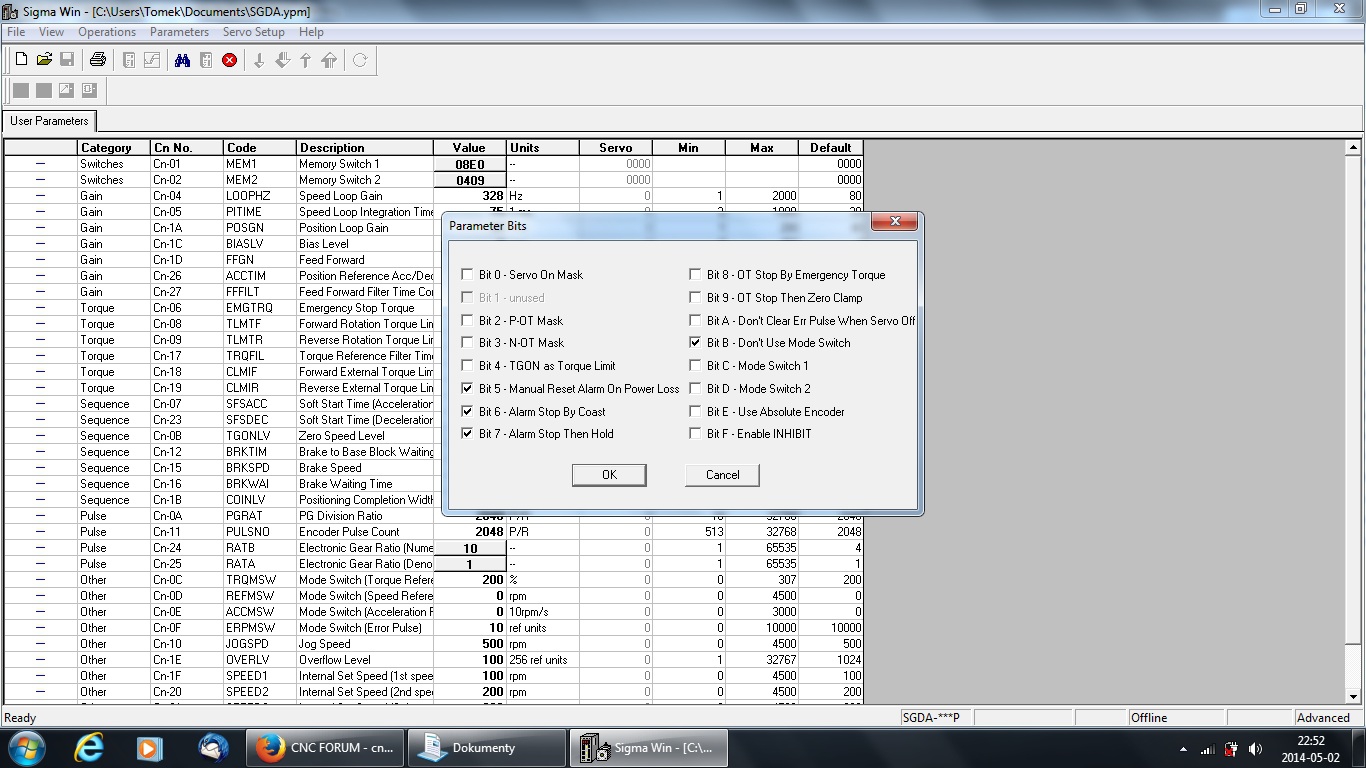
jeżeli chodzi o te bity, to jeśli wystarczy zmienić stan stawiając ptaszka, w oknie "Parameter Bits" na karcie "user parameters" w kolumnie "value" to dalej nic...
wezmę zaraz drugi silnik innymi kablami, do poniedziałku daleko...
czerwony
biały
czarny
żółto-zielony...
przewód od enkodera jest ekranowany, ekran podpięty od strony wzmacniacza, kabel nie jest ekranowane tylko na ostatnich kilku centymetrach przy wtyczce 3M. Same kable są podłączone według schematu, sprawdzałem już kilka razy
Oczywiście 5V jest na pinach 4,5,6, a masa masa na 1,2,3. Ekran podpięty, wszystkie piny oddzieliłem od siebie taśmą izolacyjną, żeby uniknąć ewentualnych zwarć.
Wartości enkodera ustawione dwukrotnie na 2000 ppr
jeżeli chodzi o te bity, to jeśli wystarczy zmienić stan stawiając ptaszka, w oknie "Parameter Bits" na karcie "user parameters" w kolumnie "value" to dalej nic...
wezmę zaraz drugi silnik innymi kablami, do poniedziałku daleko...
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Ja mam chyba inny sigmawin...dragon44 pisze:jeżeli chodzi o te bity, to jeśli wystarczy zmienić stan stawiając ptaszka, w oknie "Parameter Bits" na karcie "user parameters" w kolumnie "value" to dalej nic...
Co znaczy, że ekran jest kilka cm przed wtyczką?
We wtyczce jest obejma która powinna ten ekran zewrzeć do metalowej jej części.
Z tego co widzę po schemacie to silnik masz dobrze podpięty.
Wyślij mi jeden silnik z kablem jak chcesz mogę go sprawdzić u siebie, mam SGDA-04AP u siebie również.
k.
- Załączniki
-
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 18
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
korzystam z sigmawin llitle beta czy jakoś tak, ale sigmawin+ 5,62 też mam

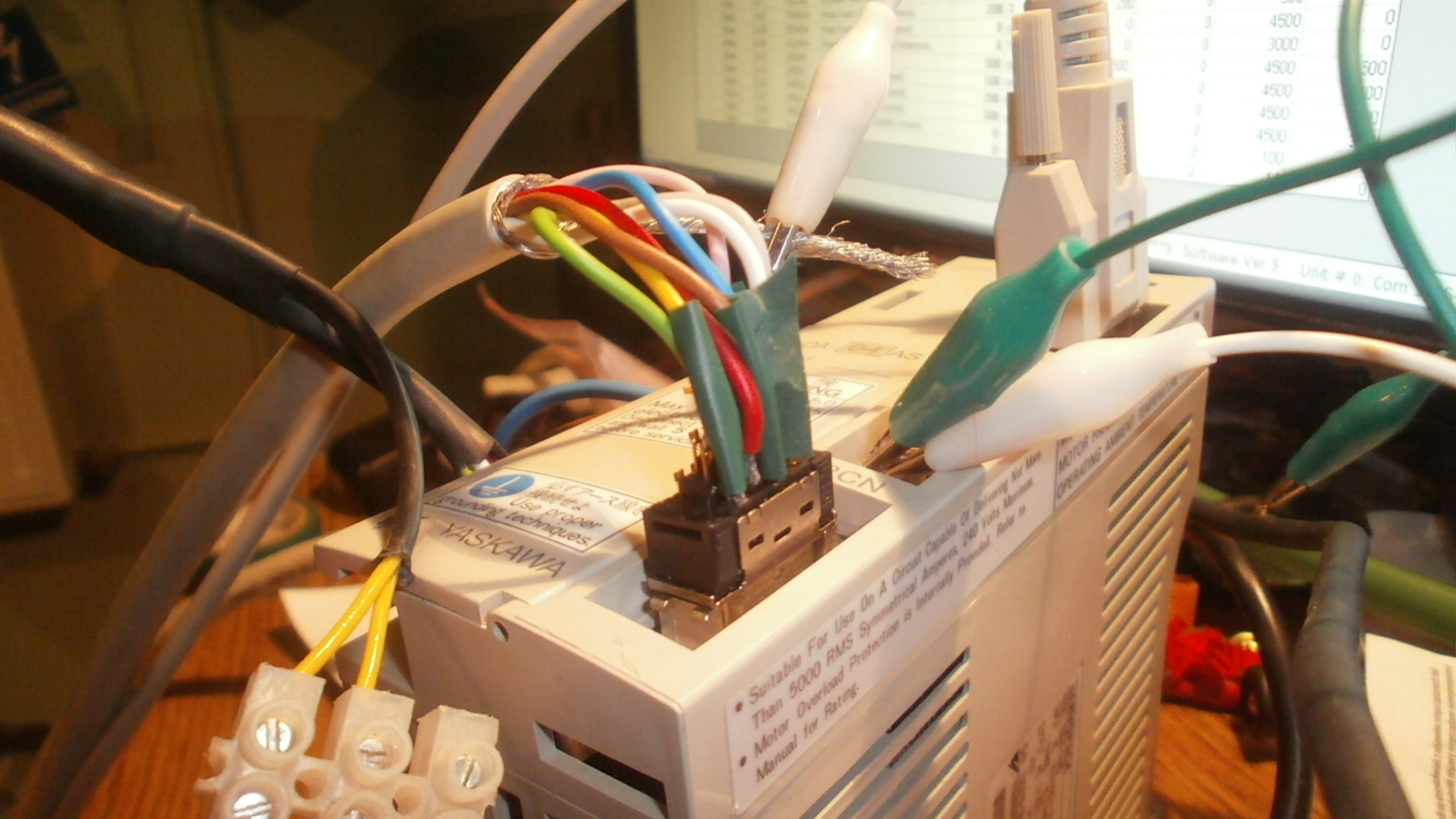
na razie prowizorka, pożałowałem na obudowy wtyczek:P jakby nie patrzeć to półtora stówy hehe a do tych żabek podłączone są ekrany na czas testów
Jak nic nie zdziałam do niedzieli to pomyślimy o tej wysyłce...
mniej więcej znaczy to tyle:gaspar pisze:Co znaczy, że ekran jest kilka cm przed wtyczką?
na razie prowizorka, pożałowałem na obudowy wtyczek:P jakby nie patrzeć to półtora stówy hehe a do tych żabek podłączone są ekrany na czas testów
Jak nic nie zdziałam do niedzieli to pomyślimy o tej wysyłce...
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
no mały meksyk masz w tej wtyczce. A pokaż zdjęcie drugiej jej strony. Wyżej pisałeś że piny 1,2,3 i 4,6,6 masz zwarte ale pod tym kątem nie widzę.
Ten ekran poza pinem 20 powinien też zwierać do metalowej części tej wtyczki.
Zrób też zrzut parametrów z sigmawin.

Ja mam w maszynie SIGMA2 i mają zewnętrzny panel operatora, tam mogę jak w falowniku z palca wsio wprowadzić i tak robię, zawsze czasu brakowało by kabelek do pc sobie zlutować. Mamy też napędy sigma1 SGDA-04AP i tutaj za pomocą kabelka je ustawiałem.
Ten ekran poza pinem 20 powinien też zwierać do metalowej części tej wtyczki.
Zrób też zrzut parametrów z sigmawin.
i wsio jasneTomciowoj pisze:W wersji beta są "ptaszki"
Ja mam w maszynie SIGMA2 i mają zewnętrzny panel operatora, tam mogę jak w falowniku z palca wsio wprowadzić i tak robię, zawsze czasu brakowało by kabelek do pc sobie zlutować. Mamy też napędy sigma1 SGDA-04AP i tutaj za pomocą kabelka je ustawiałem.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
dragon44
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 18
- Posty: 616
- Rejestracja: 01 mar 2008, 20:46
- Lokalizacja: Lubsko
Tak to jest jak zamiast 0,12mm2 daje się 0,5mm2gaspar pisze:no mały meksyk masz w tej wtyczce.
Piny 1,2,3 oraz 4,5,6 są zwarte, później wrzucę foto. Ekran zwarłem do zaczepu w 1CN, bo tak mi było wygodniej, a przejścia są wszędzie, łącznie z pinem 20 i obudową silnika.
Parametrów na razie nie wrzucę, bo ciągle je zmieniam i ustawiam wszystko na ślepo.
Jakie ustawienie CN1 i CN2 proponujecie bo już nie mam pomysłu...
Zaraz spróbuje jeszcze pozamieniać sygnały z enkodera, miejscami A z A', B z B'...






