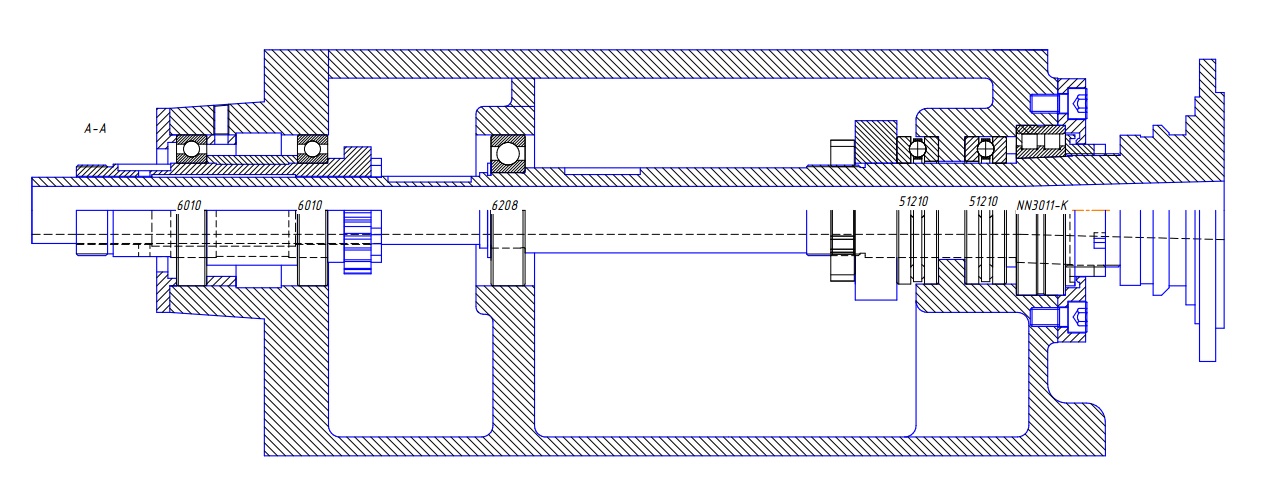
Jak już pisałem mam wrzeciono z TUM 25A, łożyska jak poniżej:251mz pisze: I jakie łożyska stosujecie?
Na przód 2 skośne i na tył jedno kulkowe zwykłe?
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
fotka z książki wrzeciona obrabiarek powinna pomóc (sa tam prędkości obrotowe, ilosć wydzielanego ciepła, sztywności ;p):251mz pisze:Czyli 2 skośne kulkowe + zwykłe na du*** czy inaczej kombinować?


")
Ale dowodów brak...Tomciowoj pisze:Coby kol. Kamar nie narzekał, że nic się nie dzieje...
Raczej najbardziej sensowne, w końcu o to chodzi aby luz był jak najmniejszy, aczkolwiek może tak od razu na nowym łożysku nie przesadzać z tym minimum, jak będzie zbyt mała sztywność to zawsze można dokręcić....Tomciowoj pisze:Znalazłem takie info, że należy zamontować pierścień zewnętrzny w obudowie, wsunąć wał z łożyskiem, czujnik zegarowy promieniowo do wału i dokręcać łożysko aż luz promieniowy zmniejszy się do zakresu 0 do 5µm.






