")
Mam problem z wycięciem elementu z mosiądzu.
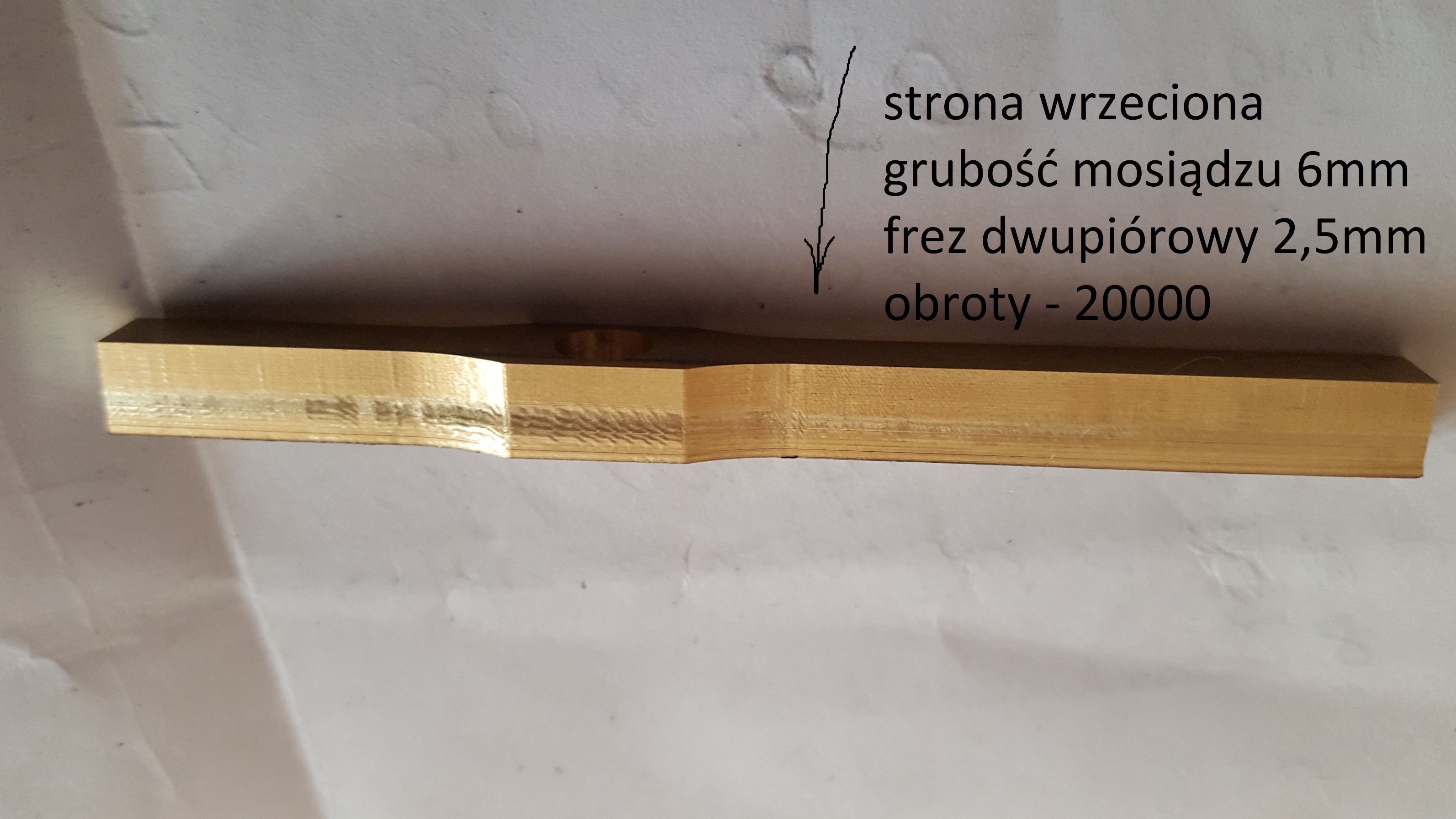
Mniej więcej do połowy grubości jakość frezowania jest do zaakceptowania, ale później dzieją się dziwne rzeczy.
Nie są to głębokie rysy, ale ta struktura jest inna.
Dodam jeszcze, że po wycięciu tego kształtu i dokonaniu pomiarów okazuje się, że element się lekko rozszerza.
Znaczy to, że na początku frezowania wymiary są idealne, ale czym głębiej wchodzi frez, to wymiar całości jest większy.
Przy grubości materiału 6 mm różnica wynosi 0,15 mm.
Jestem starszą osobą i nie mam żadnego doświadczenia w tego typu obróbce.
Czy ktoś mógłby mnie choćby troszkę naprowadzić na właściwe dobranie parametrów lu nieco podszkolić?
Będę bardzo wdzięczny i z góry dziękuję!
Pozdrawiam
Wojtek


")

")

")