Tak, długie oprawki drgające podczas obróbki mogą niekorzystnie wpłynąć na żywotność wrzeciona w maszynie. Drgania te generują dodatkowe obciążenia i wibracje, które z czasem mogą doprowadzić do przyspieszonego zużycia łożysk wrzeciona. Dlatego ważne jest, aby używać oprawek o optymalnej długości, dobrze wyważonych i zamocowanych. Warto też regularnie przeprowadzać przeglądy i konserwacje wrzeciona, aby zapobiegać uszkodzeniom spowodowanym szkodliwymi drganiami. Dbałość o właściwe zamocowanie narzędzia wydłuża żywotność kluczowych podzespołów obrabiarki.
Wpływ oprawek na wrzeciono
-
sebafim
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 5
- Rejestracja: 29 kwie 2024, 11:41
Re: Wpływ oprawek na wrzeciono


-
oprawcafotografii
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 6133
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
Re: Wpływ oprawek na wrzeciono
Jakby co to mam do sprzedania zestaw oprawek ER32 wysokiej klasy precyzji w niskiej cenie 
„Największym wrogiem wolności jest najedzony niewolnik.”
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7987
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Wpływ oprawek na wrzeciono
Dziwisz się (?) , bo ja wcale.
P.s.
Za mały naddatek dajesz na wykańczającą.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2367
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Wpływ oprawek na wrzeciono
WZÓR pisze:Dziwisz się (?) , bo ja wcale.
A to ma przy setce naddatku wyjść gówno? A tak zwane spring passy? U siebie też daję z dychę na wykończenie, co nie zmienia faktu, że jak trzeba czasem wymiar "doszlifować" to i po setce jadę i powierzchnia na tym nie cierpi.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7987
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Wpływ oprawek na wrzeciono
Po setkach do wymiaru na swoim Haas dochodzę na pierwszej , drugiej sztuce.Avalyah pisze: ↑29 kwie 2024, 19:48WZÓR pisze:Dziwisz się (?) , bo ja wcale.
A to ma przy setce naddatku wyjść gówno? A tak zwane spring passy? U siebie też daję z dychę na wykończenie, co nie zmienia faktu, że jak trzeba czasem wymiar "doszlifować" to i po setce jadę i powierzchnia na tym nie cierpi.
Generalnie na wykańczającą zostawiam ok. 0.5 mm
Kolejne sztuki lecą już z ustalonym korektorem średnicy i nic z wymiarem się nie dzieje ( a i powierzchnia jest ok) ..... , do czasu gdy frez ostry .
.... , nie mamy maszyny z gumy aby sztuka w sztukę setkami doganiać.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Avalyah
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2367
- Rejestracja: 29 lis 2015, 00:38
- Lokalizacja: Bielsko-Biała
Re: Wpływ oprawek na wrzeciono
WZÓR pisze:drugiej sztuce.
Aha, czyli robisz drogi detal, to pierwszy prawie zawsze wywalasz, natomiast drugi już jest okej?
WZÓR pisze:Generalnie na wykańczającą zostawiam ok. 0.5 mm
A jak masz fasolkę o szerokości 3mm to też tak robisz? Czy na swojej maszynie nie bawisz się we frezy poniżej fi20?
Może się mylę, ale na żywotność wrzeciono ma główny wpływ to, jak długo jest używane. Zresztą te drgania to też chyba zależy od prędkości, jak robisz 50k rpm to na pewno wyważenie ma większe znaczenie, niż przy 5k rpm.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 11592
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Wpływ oprawek na wrzeciono
Avalyah pisze: A tak zwane spring passy?
Ale to najczęściej i tak dużo więcej jak 0,01mm.. Chyba, że o wyiskrzenie chodzi..
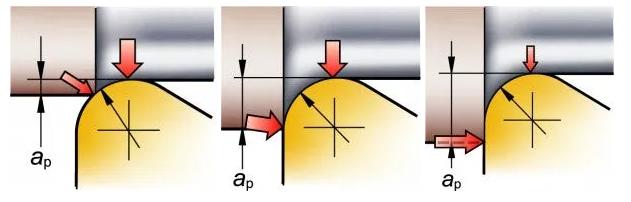
A co do pytania o promień rε v/s ap, to fizyki nie oszuka...
do tego kwestia mikrogeometrii samej płytkiDepth of cut and cutting forces
The relationship between nose radius and depth of cut affects vibration tendencies. The radial forces that push the insert away from the cutting surface become more axial as the depth of cut increases.
It is preferable to have more axial forces than radial. High radial forces can have a negative effect on the cutting action which can lead to vibration and bad surface finish.
As a general rule of thumb, choose a nose radius that is equal or smaller than the depth of cut.
https://www.sandvik.coromant.com/en-gb/ ... ing-insert
https://www.yg-1.pl/baza-wiedzy/technic ... p-jest-zla
Pry tak małej ap promienia praktycznie nie powinno być wcale, ale to z kolei osłabia wierzchołek ostrza.
pozdrawiam,
Roman
Roman
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7987
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Wpływ oprawek na wrzeciono
Źle się wyraziłem , albo mnie nie zrozumiałeś.
Na pierwszej , drugiej sztuce dochodzę ..... , do wymiaru
Sztuk nie psuję .
Fasolek z taką tolerancją nie robiłem.WZÓR pisze:Generalnie na wykańczającą zostawiam ok. 0.5 mm
A jak masz fasolkę o szerokości 3mm to też tak robisz? Czy na swojej maszynie nie bawisz się we frezy poniżej fi20?
.....
Wyiskrzałem swego czasu na wałówce , na frezarce jeszcze nie .
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki