



Wiercenie otworu na tokarce za pomocą napędzanego narzędzia
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 11
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Wiercenie otworu na tokarce za pomocą napędzanego narzędzia
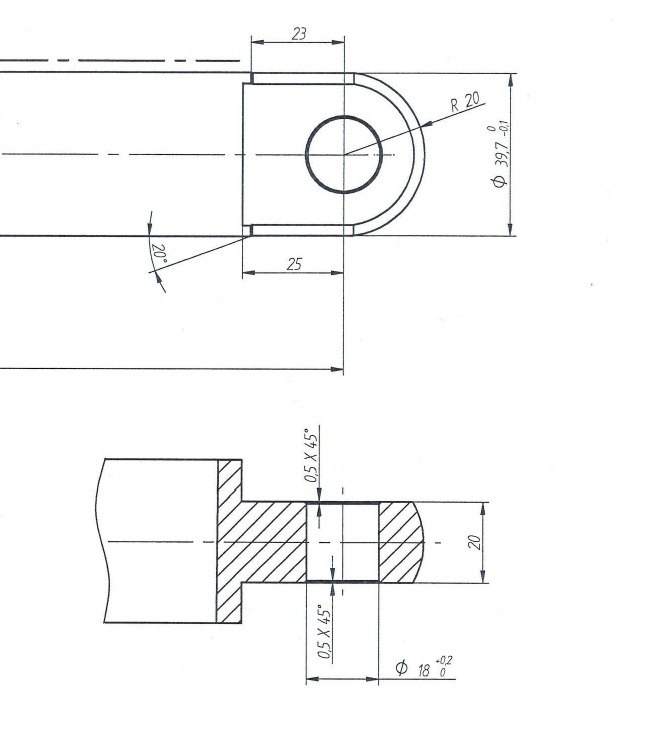
Mam do wykonania na tokarce dużo detali jak na foto. Problem w tym ze mam do wykorzystania jedna napędzaną oprawkę kontowa w dodatku max ø chwytu narzędzia to 16mm. Kombinuje tak , zatoczyć chwyt wiertla ø18 na 16 i wiercić na raz . Czy uda się to bez nakielkowania  , nie będzie się ślizgać na początku
, nie będzie się ślizgać na początku
Tagi:


-
 nowycrteam
nowycrteam
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 108
- Rejestracja: 01 sty 2012, 17:55
- Lokalizacja: Wodzisław
- Kontakt:
-
nowycrteam
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 108
- Rejestracja: 01 sty 2012, 17:55
- Lokalizacja: Wodzisław
- Kontakt:
Myślałem bardziej o wiertle składanym 1,5-2xD
Mniejsze obciążenia na maszynie a i wydajność lepsza.
Po za tym myślę że to bardzo obciąży maszynę (napędzaną oprawkę) co może przy większej serii spowodować awarię a z tego co wiem te oprawki jak i same gniazda do tanich nie należą.
Jeśli mówisz że masz jedną oprawkę napędzaną to jak zamierzasz wykonać w elemencie za frezowanie na 20mm ?
Mniejsze obciążenia na maszynie a i wydajność lepsza.
Po za tym myślę że to bardzo obciąży maszynę (napędzaną oprawkę) co może przy większej serii spowodować awarię a z tego co wiem te oprawki jak i same gniazda do tanich nie należą.
Jeśli mówisz że masz jedną oprawkę napędzaną to jak zamierzasz wykonać w elemencie za frezowanie na 20mm ?
-
 viper
viper
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
fi 18 przetoczysz i bez problemu to ma iść pez podparcia pod warunkiem że, go max skrócisz by była sztywność czyli w tym wypadku powiedzmy na ok 40mm części roboczej. Dobrze ścina uwolnić aby były jak najmniejsze opory skrawania żeby oprawki nie zajechać.

a tak na poważnie to może, założysz freza walcowego 2 ostrzowego. Mógłby on przefrezować całość i powiedzmy z bólami może byś te otwory nim wydłubał.
Trzeba więcej oprawek żeby jakoś normalnie działać na takiej maszynie. Masz oś Y ?
może tym wiertłem fi 18 ?nowycrteam pisze:Jeśli mówisz że masz jedną oprawkę napędzaną to jak zamierzasz wykonać w elemencie za frezowanie na 20mm ?
a tak na poważnie to może, założysz freza walcowego 2 ostrzowego. Mógłby on przefrezować całość i powiedzmy z bólami może byś te otwory nim wydłubał.
Trzeba więcej oprawek żeby jakoś normalnie działać na takiej maszynie. Masz oś Y ?
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Jest tez taki temat , obadaj...
frez trepanacyjny taki jak do wiertarek magnetycznych, ( są bez albo z pilotem)
Jak otwór przelotowy i tylko na 20mm wiercenie to w sam raz, wiertło jest bardzo krótkie no i nie musisz metalu z całej objętości otworu przemielić wiec i opór może mniejszy bedzie dla napędu

[youtube][/youtube]
[youtube][/youtube]
frez trepanacyjny taki jak do wiertarek magnetycznych, ( są bez albo z pilotem)
Jak otwór przelotowy i tylko na 20mm wiercenie to w sam raz, wiertło jest bardzo krótkie no i nie musisz metalu z całej objętości otworu przemielić wiec i opór może mniejszy bedzie dla napędu
[youtube][/youtube]
[youtube][/youtube]
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Raz wytoczysz sobie redukcje(adapter) z weldona3/4 na trzpien 16mm ( prosta sprawa)
I masz na przyszłość możliwosc zamontowania dowolnej srednicy wiertła tego typu, fi30, 40, 50mm i wiecej bez kombinowania
tutaj masz filmik jak gosciu robi taką redukcje (przewiń i ogladaj od minuty 19:30 )
[youtube][/youtube]
I masz na przyszłość możliwosc zamontowania dowolnej srednicy wiertła tego typu, fi30, 40, 50mm i wiecej bez kombinowania
tutaj masz filmik jak gosciu robi taką redukcje (przewiń i ogladaj od minuty 19:30 )
[youtube][/youtube]






