



")
wiertarki jakich używam nie mają możliwości wejścia cześciowego i póżniej wyjścia, i ponownego wejścia.
jest to automat który wierci jednocześnie 5 otworów.
mam osiem gniazd przytrzymujących materiał - rurkę, między jednym a drugim wystepują 0,3mm różnice w osi detalu, czyli mało prawdopodobne by trafić wiertlem we wcześniejszy punkt czy wstępny rozwiercony np na 3mm "dołek".
najprostrze dla procesu wiercenia jest odpowiednie ustawienie materiału, kąt wiercenia.
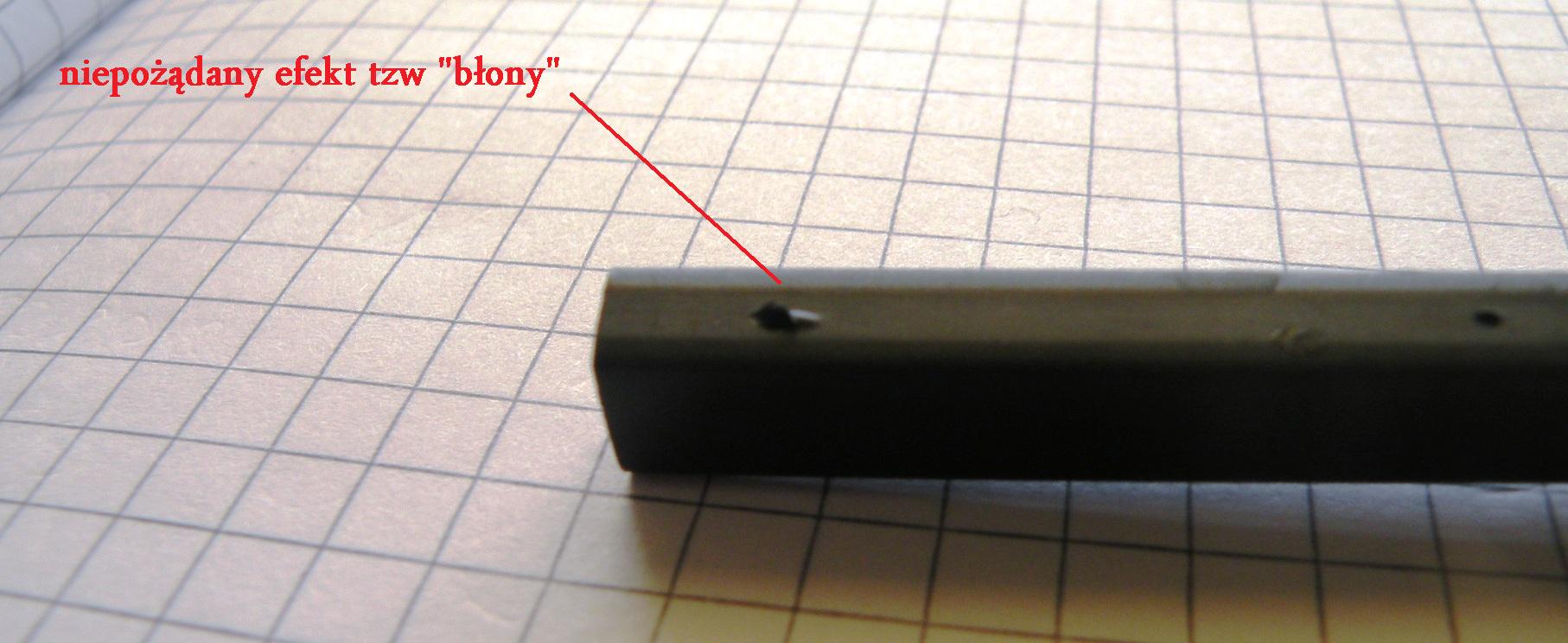
posów mogę ustalić na minimum a i tam mam coś takiego:

")






