")
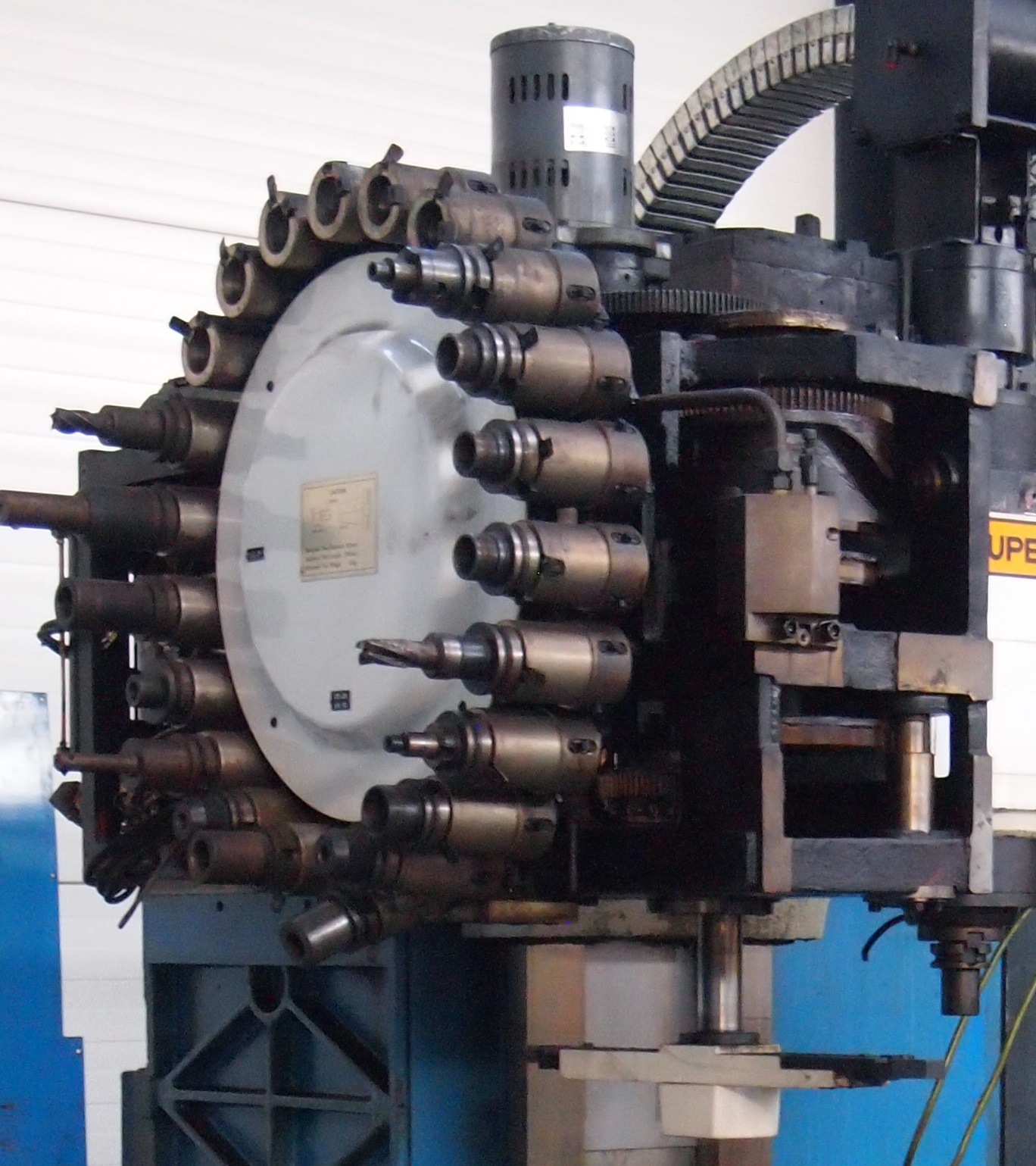
zwracam się do szanownego grona o pomoc/poradę w związku z usterką jaka wystąpiła w maszynie typu VMC500. Bez konkretnego powodu (dzwon etc. - przynajmniej tak twierdzi operator) maszyna w którymś momencie stwierdziła że o! nie będę ładowała narzędzi! I efekt jest jak na zdjęciach:
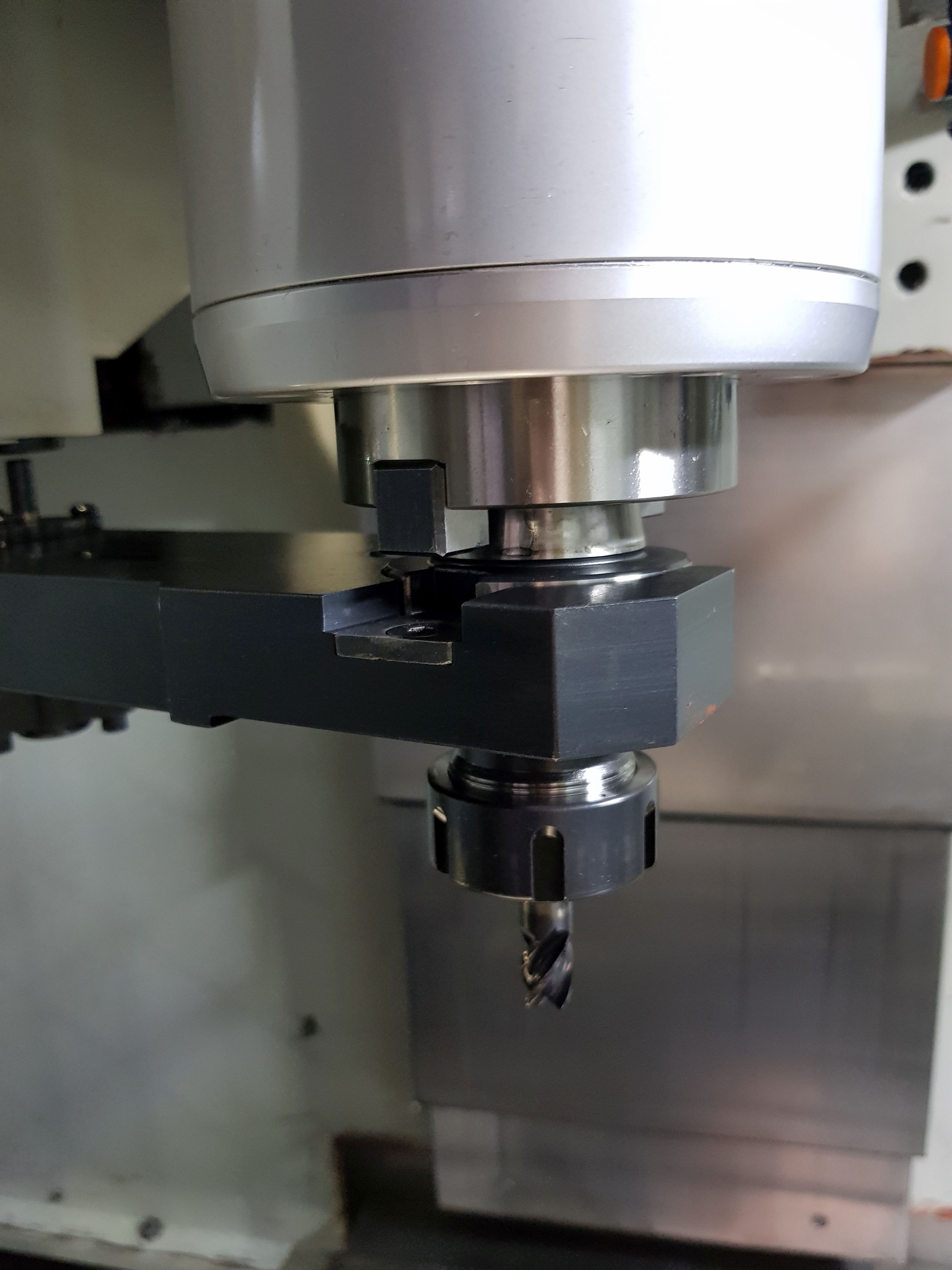
Tutaj widać ile brakuje:
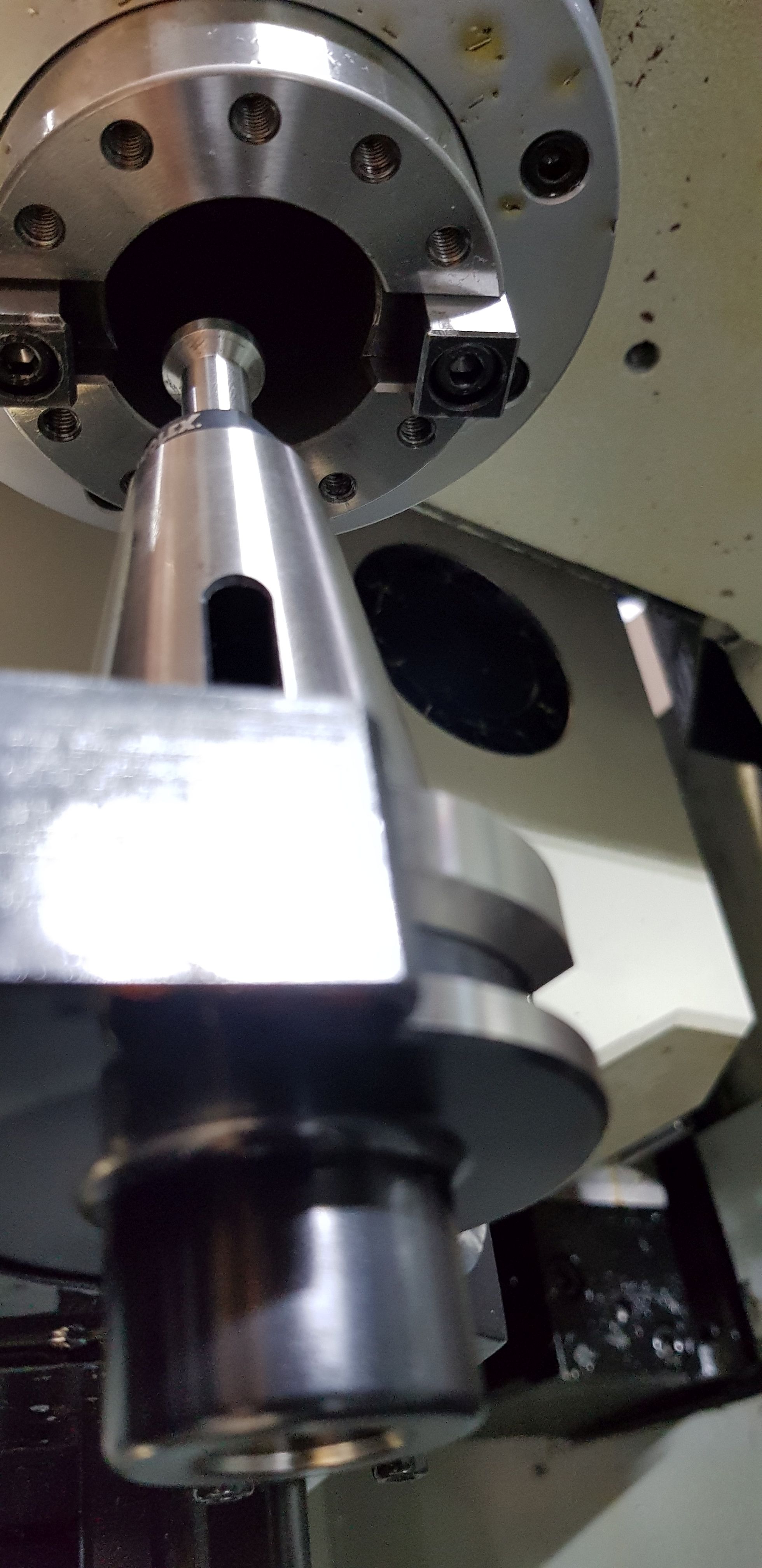
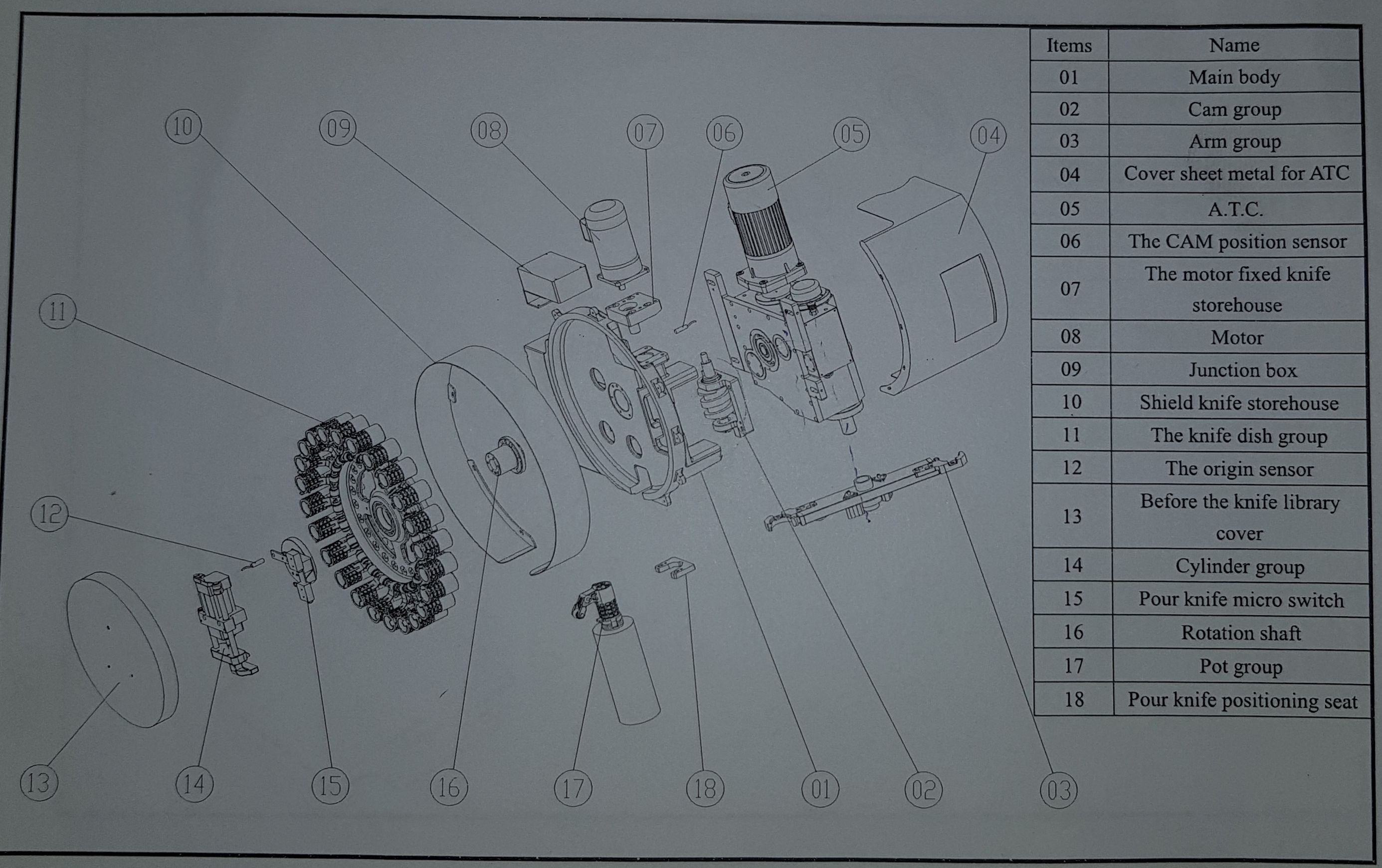
Maszyna pobrała narzędzie z magazynu i próbowała na siłę wcisnąć oprawkę we wrzeciono. W efekcie silnik odpowiedzialny za ruch łapą (na zdjęciu poniżej ten po lewej stronie) się spalił. Magazyn i silnik:


Magazyn posiada pewne czujniki które wydawało się odpowiadają za ruch łapą:

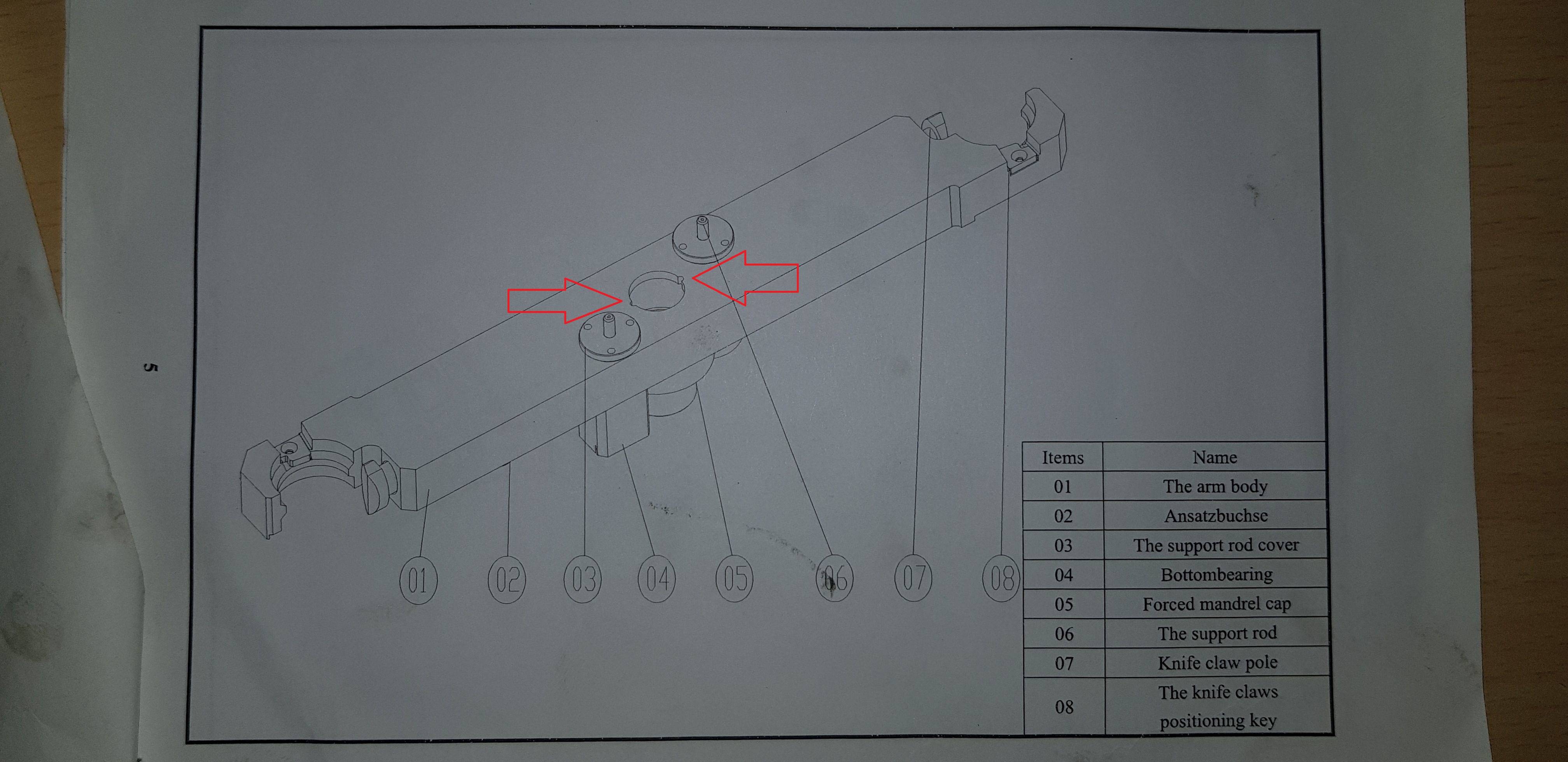
Niestety w żaden sposób nie reguluje to ruchu łapy. Przestawialiśmy to w skrajne położenia i totalnie na pałę i łapa nadal wykonywała swój ruch. Całość jest zabudowana w korpusie i ni jak nie ma dostępu do środa. Co więcej nie widać żadnych kabli wchodzących/wychodzących do środka (poza tymi czujnikami) a jednak łapa skądś wie gdzie ma się zatrzymać. Czy ktoś miał do czynienia z ustawieniem takiego rodzaju ATC? Dodam że nie posiadamy DTR'ki która w jakikolwiek sposób by pomogła. "Serwis" stwierdził mailowo że łapę trzeba wysterować do pozycji wymiany narzędzia, obrócić ją tak żeby złapała oprawki, popuścić śruby (na zdjęciu poniżej 1 i 2) i uderzyć w łapę młotkiem żeby zniwelować dystans.
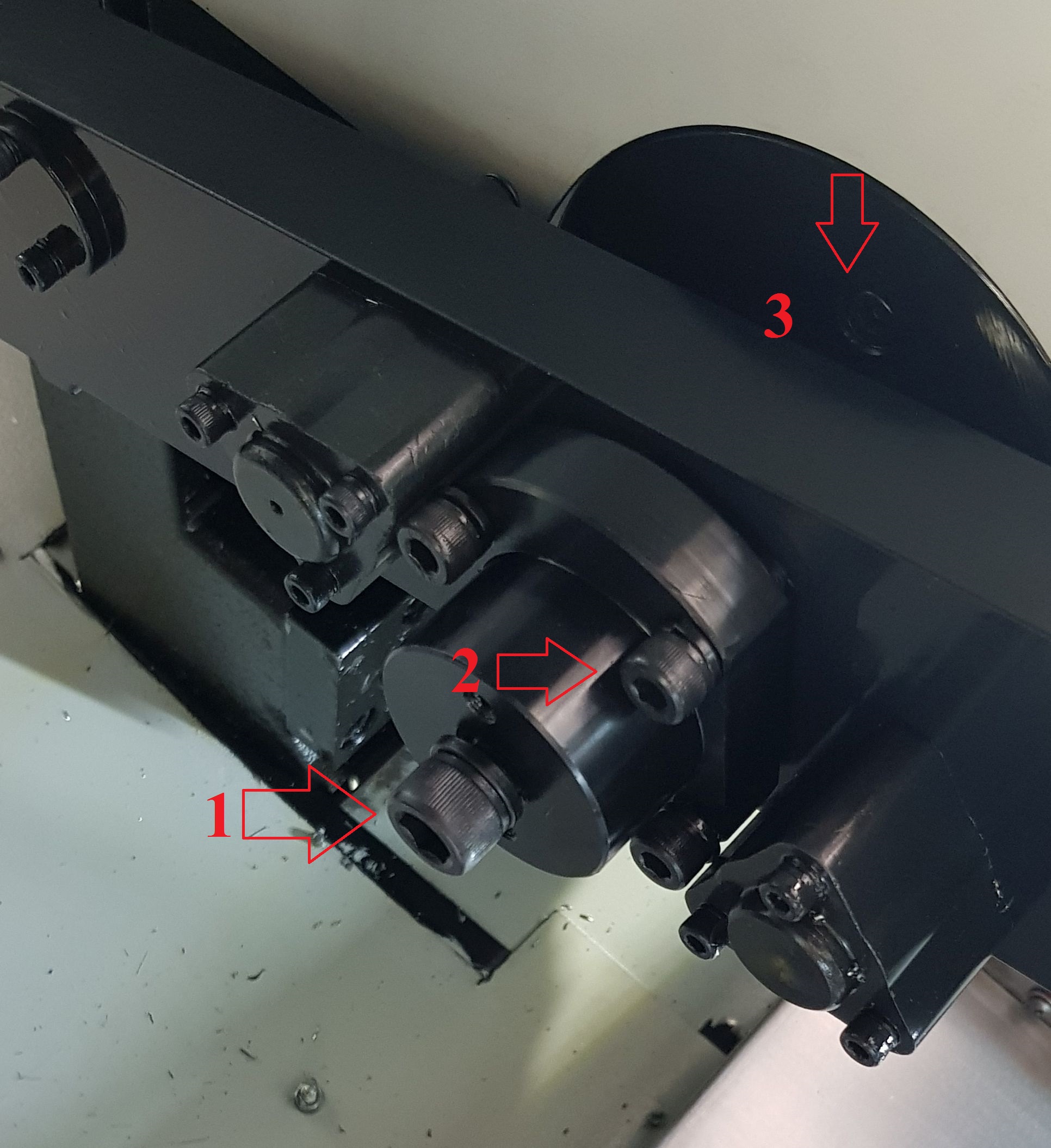
Walenie młotkiem nie wydaje mi się najrozsądniejsze jednak próbowaliśmy. Silnik siedzi w korpusie w którym dodatkowo jest jakaś przekładnia. Łapa ani drgnie. Brakuje pomysłów. Czy ktoś mierzył się z czymś takim? Chodzi tylko o "dosunięcie" łapy o kąt.
Z góry dzięki za wszelką pomoc.



")