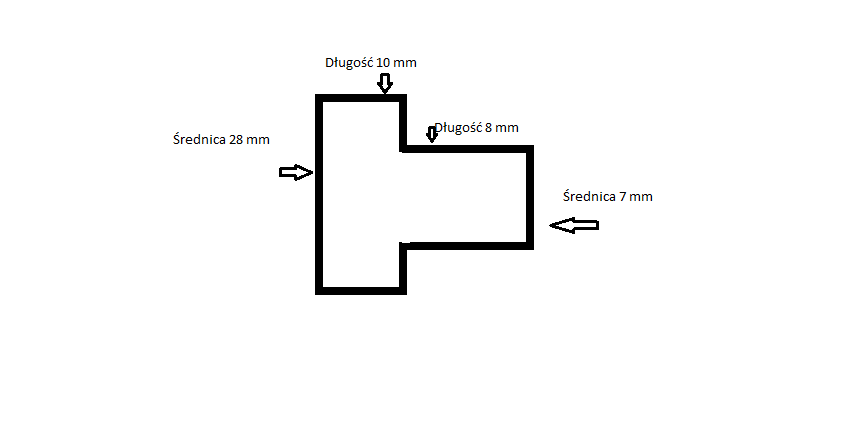
Tokarka Hassa ST20, wałek już ma właściwe 28 mm średnicy potrzebuje zrobić tylko ten mały kawałek. Korzystałem z kodu G71 ale wyskakiwały mi później dziwne komunikaty na funkcji setting graphic jak chciałem sprawdzić czy wszystko jest ok
Obsługa, Programowanie i Budowa Maszyn Numerycznych








")

")
A Ty w ogóle z I , K korzystasz ?




