



pomoc przy obliczeniach
-
adamoi
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 12
- Rejestracja: 08 lut 2014, 19:28
- Lokalizacja: Polska
pomoc przy obliczeniach
Witam. mam pytanie odnosnie obliczen obrotow i posuwu. Pracuje na frezarce Haas minimil2. Nie wiem jak obliczyc posuw ktory wpisuje do programu, to znaczy mam wzor ale wychodza mi strasznie wielkie posuwy. prosze o pomoc
Tagi:
-
Dudi1203
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1349
- Rejestracja: 07 sty 2009, 18:42
- Lokalizacja: Pabianice
Od kiedy to frez ma szerokość? Jak dla mnie ma średnice i długość (lub grubość dla tarczowych)adamoi pisze:n=Vc razy 1000 dzielone przez pi razy szerokosc
Fajnie że 3x nas uświadomiłeś, że:
adamoi pisze:wychodza mi strasznie wielkie posuwy
adamoi pisze:to wychodza mi strasznie duze liczby.
ale konkretów w tym ZERO. Jak chcesz pomocy to może skup sie nad tym, zeby z dokładnymi danymi opisać sytuacje, tok obliczeniowy, użyte wzory. Przedstaw dane, obliczenia, wyniki. Naczelna zasada jest taka, że jak chcesz pomocy to daj sobie pomóc.adamoi pisze:wynik posuwu jest za wysoki
-
adamoi
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 12
- Rejestracja: 08 lut 2014, 19:28
- Lokalizacja: Polska
burzaxxx troszke nie rozumiem tego co napisales. prosze wyjasnij mi gdzie mam posuw ktory mam wpisac do programu. Rozumiem ze S to 605 ale posuw nie wiem ktory mam wpisac... 
Dudi1203 przepraszam ze sie powtarzam. Chce pomocy i bardzo dziekuje za probe pomocy. a oto jak obliczalem wszystko:
n= 20*1000/3.14*11= 579
f= 579*0,16= 92
Dane mialem z katalogu narzedzi nie pamietam juz jakiej firmy. powiedzcie mi prosze konkretnie co i jak. Cieżki ze mnie przypadek i jak juz pisałem dopiero sie ucze i nikt nie wytlumaczyl mi co i jak, dlatego chcialem sie nauczyc wszystkiego z Wasza pomoca.
Dudi1203 przepraszam ze sie powtarzam. Chce pomocy i bardzo dziekuje za probe pomocy. a oto jak obliczalem wszystko:
n= 20*1000/3.14*11= 579
f= 579*0,16= 92
Dane mialem z katalogu narzedzi nie pamietam juz jakiej firmy. powiedzcie mi prosze konkretnie co i jak. Cieżki ze mnie przypadek i jak juz pisałem dopiero sie ucze i nikt nie wytlumaczyl mi co i jak, dlatego chcialem sie nauczyc wszystkiego z Wasza pomoca.
-
burzaxxx
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 346
- Rejestracja: 25 wrz 2010, 20:22
- Lokalizacja: zDolny Śląsk
na Hasie masz inaczej a na Mazaku inaczej
gwintowanie na haasie, posuw równy jest skokowi - czyli obroty masz np. S250 F1,25, na mazaku czy fanucu masz np S250 a F80
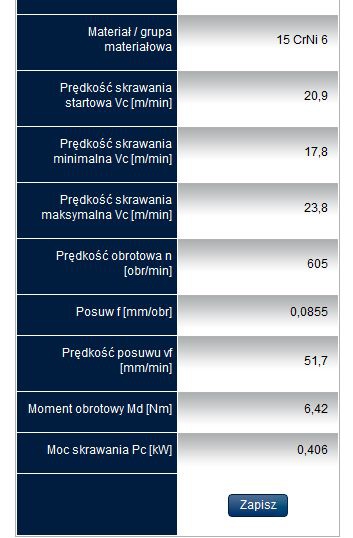
S to masz obroty czyli 605
Vc to Twój posuw F koło 20 - bierzesz z katalogu producenta minus 30 procent
m/obr to znaczy że na każdy pełny obrót zagłębia się 0,08 mm w materiał - jak się wiór nawija, dajesz więcej np 0,12-0,15
gwintowanie na haasie, posuw równy jest skokowi - czyli obroty masz np. S250 F1,25, na mazaku czy fanucu masz np S250 a F80
S to masz obroty czyli 605
Vc to Twój posuw F koło 20 - bierzesz z katalogu producenta minus 30 procent
m/obr to znaczy że na każdy pełny obrót zagłębia się 0,08 mm w materiał - jak się wiór nawija, dajesz więcej np 0,12-0,15
-
Dudi1203
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1349
- Rejestracja: 07 sty 2009, 18:42
- Lokalizacja: Pabianice
92mm/min to duzy posuw? Duzy posuw na wiercenie to 2-3m/min, a i takie operacje widziałem.f= 579*0,16= 92
Znów sie przyczepie niestety. Powinieneś zacząć nauke od nauki czytania. W tabelce zamieszczonej przez burzaxxx jak byk masz napisane "prędkość posuwu vf", a pod tym postem sie pytasz jaki ma byc posuw...adamoi pisze:Cieżki ze mnie przypadek i jak juz pisałem dopiero sie ucze
I przydałoby żebys sie troche ogarnał, jestes roztrzepany a frezowanie to nie zajecie dla roztrzepanych ludzi. Nie mówie tego złośliwie, mowie co widze.






