#2
Post
napisał: Endrju76 » 19 paź 2011, 17:17
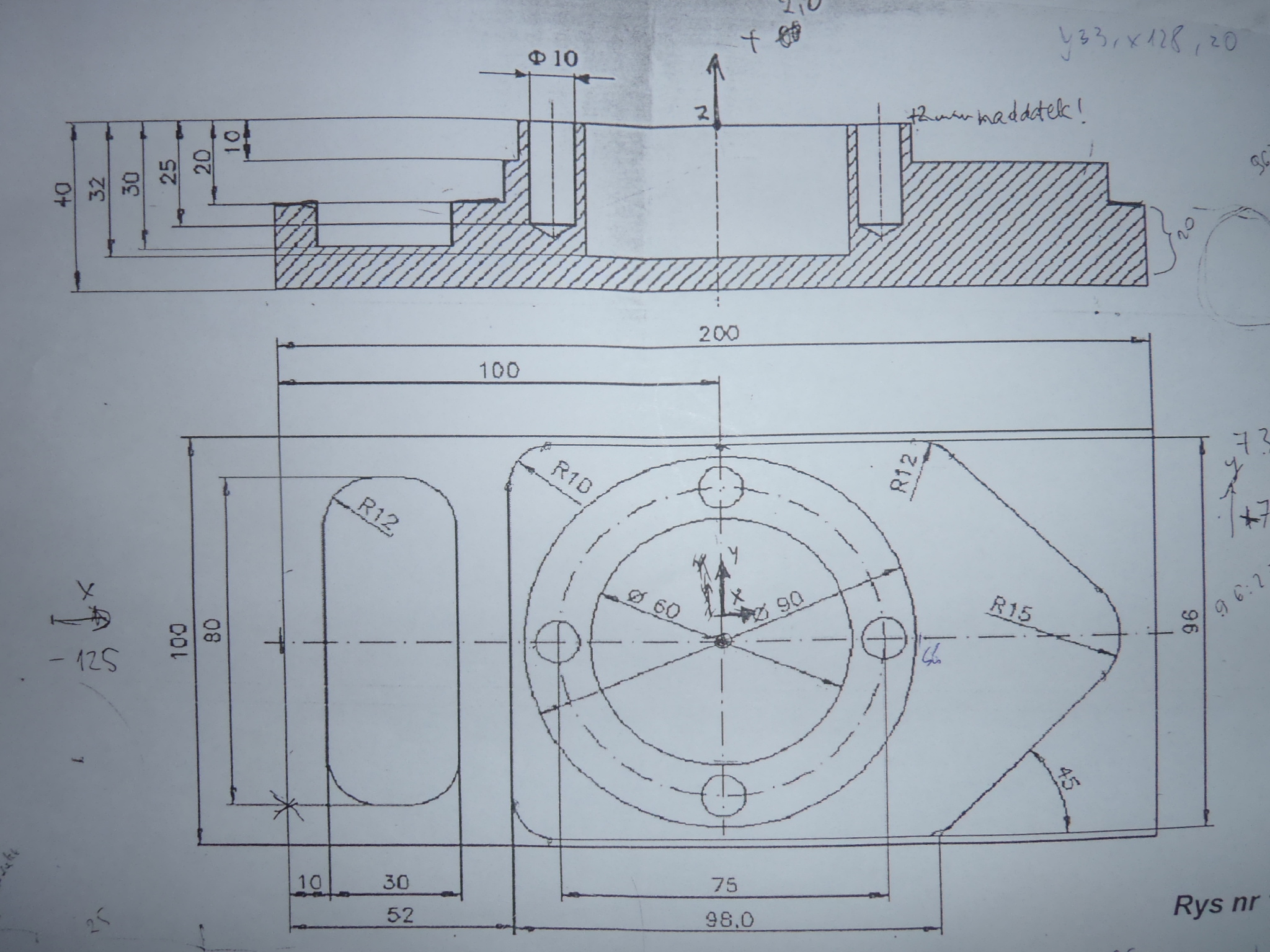
Jeden z możliwych programu to:
%_N_PłYTA_MPF
; 17-10-2011
N5 G54 G90
N10 T1 D1 ;GŁOWICA FREZARSKA FI 80
N15 M6
N20 S800 F150 M3 M8
N25 G0 X0 Y-80 Z2
N30 G1 Z-10
N35 G41
N40 G1 X55 Y-5
N45 G1 X55 Y50
N50 G2 X145 Y50 CR=45
N55 G2 X55 Y50 CR=45
N60 G1 X55 Y150
N65 G1 Z2
N70 G40
N75 G0 X0 Y-80
N80 G1 Z-20
N85 G41
N90 G1 X52 Y-5
N95 G1 X52 Y98 RND=10
N100 G1 X150 Y98 RND=12
N105 G1 X198 Y50 RND=15
N110 G1 X150 Y2 RND=12
N115 G1 X52 Y2 RND=10
N120 G1 X52 Y150
N125 G1 Z2
N130 G40
N135 G1 X50 Y155
N140 G0 Z200
N145 T2 D1 ;FREZ PALCOWY FI 20
N150 M6
N155 S1800 F200 M3 M8
N160 G0 X100 Y50 Z2
N165 ;POCKET2(2,0,2,-32,32,30,100,50,50,120,5,2,1,0,32,150,2000)
N170 G0 X25 Y50 Z2
N175 G0 Z-18
N180 POCKET1(-18,-20,2,-30,10,80,30,12,25,50,90,50,120,5,2,1,0,30,150,2000)
N185 G0 Z200
N190 T3 D1 ;WIERTŁO FI 10
N195 M6
N200 S1000 F100 M3 M8
N205 G0 X137.5 Y50 Z5
N210 CYCLE81(5,0,5,-28,28)
N215 G0 X100 Y12.5
N220 CYCLE81(5,0,5,-28,28)
N225 G0 X62.5 Y50
N230 CYCLE81(5,0,5,-28,28)
N235 G0 X100 Y87.5
N240 CYCLE81(5,0,5,-28,28)
N245 G0 X400 Y400 Z100 M9
N250 T0 D0
N255 M6
N260 M30
Pomocą w wytłumaczeniu kodów może być skrypt "Programowanie obrabiarek CNC
na przykładzie układu sterowania Sinumerik 810D/840D" autora Grzegorz Nikiel.
Jest dostępny na forum. Łatwo go znaleźć.
Endrju
Zaznacz "POMÓGŁ" - to nie boli







")

")






