



T0101;
G50 S2300;
G96 S210;
G0 Z1.;
X65.;
G71 U3.2 R.05;
G71 P1 Q2 U1.2 W.1 F.26;
N1 G0 X23.93 Z.1;
G3 G42 U4.4 W-1.9 R2.2;
G1 U18.62 W-64.;
W-1. ;
U-1.2;
Z-71.6 ;
X60.55 ;
U6. W-3. ;
N2 G40 U1.
G70 P1 Q2 F.15;
G0 X150.
Przy takim zapisie maszyna nie realizuje funkcji kompensacji. Przy wejściu w cykl obróbki zgrubnej wyrzuca alarm, że maszyna nie może określić pozycji konturu w X i Z. Jaka może być tego przyczyna? Błąd w zapisie? Oprogramowanie Fanuc 0iTD.
Problem z G41 G42



")
-
 cieslak_2005r
cieslak_2005r
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 10
- Posty: 213
- Rejestracja: 01 kwie 2006, 17:00
- Lokalizacja: Trinidad and Tobago
Dlaczego używasz kompensacji w cyklu zgrubnym ?
Przecież Fanuc nie czyta kompensacji w cyklach zgrubnych.
Wystarczy, że wpiszesz :
G42 G70 P1 Q2 F.15;
I cały kontur z cyklu zgrubnego będzie wykonany z kompensacją.
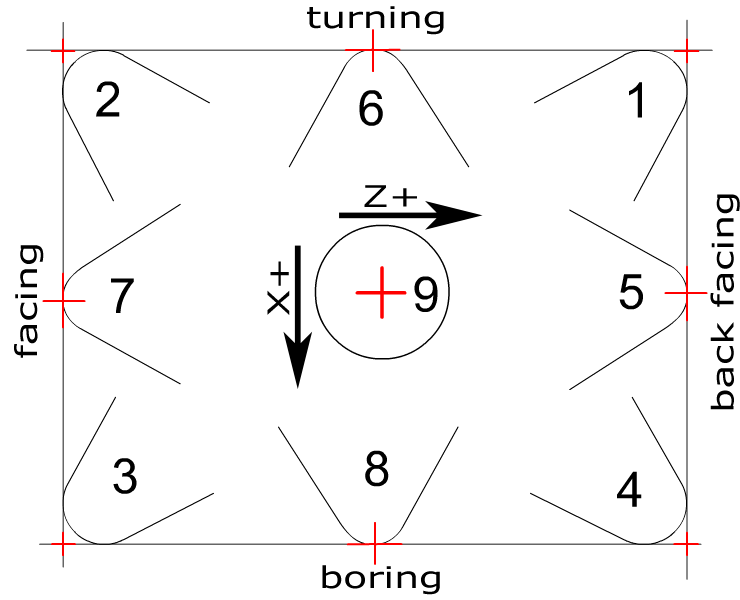
Co do kwadratów to najczęściej będziesz używał tylko 4.
Podsumowując określasz dla kompensacji położenie krawędzi płytki
I tak przy toczeniu zewnętrznym od czoła używasz pozycji 3 natomiast przy toczeniu wstecznym użyjesz pozycji 4.
Dla toczenia wewnętrznego użyjesz od czoła pozycji 2 natomiast dla wytaczania od tyłu pozycja 1.
I tak samo przy użyciu kompensacji.
Przy toczeniu zewnędtrznym od czoła użyjesz G42 (narzędzie pozycja 3) toczenie powrotne G41 (narzędzie pozycja 4).
Analogicznie przy wytaczaniu tylko, że odwrotnie.
Wytaczasz od czoła z kompensacją G41 ( narzędzie pozycja 2) i wytaczanie powrotne z kompensacją G42 (narzędzie pozycja nr 1) pozostałe pozycje przy toczeniu klasycznym (2 osie) są raczej nieużywane - można pozostawić wartość 0
Pozdrawiam
Przecież Fanuc nie czyta kompensacji w cyklach zgrubnych.
Wystarczy, że wpiszesz :
G42 G70 P1 Q2 F.15;
I cały kontur z cyklu zgrubnego będzie wykonany z kompensacją.
Co do kwadratów to najczęściej będziesz używał tylko 4.
Podsumowując określasz dla kompensacji położenie krawędzi płytki
I tak przy toczeniu zewnętrznym od czoła używasz pozycji 3 natomiast przy toczeniu wstecznym użyjesz pozycji 4.
Dla toczenia wewnętrznego użyjesz od czoła pozycji 2 natomiast dla wytaczania od tyłu pozycja 1.
I tak samo przy użyciu kompensacji.
Przy toczeniu zewnędtrznym od czoła użyjesz G42 (narzędzie pozycja 3) toczenie powrotne G41 (narzędzie pozycja 4).
Analogicznie przy wytaczaniu tylko, że odwrotnie.
Wytaczasz od czoła z kompensacją G41 ( narzędzie pozycja 2) i wytaczanie powrotne z kompensacją G42 (narzędzie pozycja nr 1) pozostałe pozycje przy toczeniu klasycznym (2 osie) są raczej nieużywane - można pozostawić wartość 0
Pozdrawiam
-
cieslak_2005r
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 10
- Posty: 213
- Rejestracja: 01 kwie 2006, 17:00
- Lokalizacja: Trinidad and Tobago
Kwadraty podajesz w tabeli geometrii narzędzia.
Pierwsze masz długości narzędzi w osi X i Z potem masz promień narzędzia R i ostatnia pozycja T czyli to o czym mówimy ( położenie krawędzi narzędzia )
Dla toczenia zawnętrznego narzędzie pozycja 3 i 4
Dla wytaczania narzędzie pozycja 2 i 1
Pozycją za i przed osią się narazie nie przejmuj bo zapewne (99%) będziesz korzystał ze standardowych ustawień czyli krawędzi
Pierwsze masz długości narzędzi w osi X i Z potem masz promień narzędzia R i ostatnia pozycja T czyli to o czym mówimy ( położenie krawędzi narzędzia )
Dla toczenia zawnętrznego narzędzie pozycja 3 i 4
Dla wytaczania narzędzie pozycja 2 i 1
Pozycją za i przed osią się narazie nie przejmuj bo zapewne (99%) będziesz korzystał ze standardowych ustawień czyli krawędzi






