Automatyczny pomiar detali w trakcie trwania serii
-
pawpolSP
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 6
- Posty: 20
- Rejestracja: 01 cze 2018, 18:58
Automatyczny pomiar detali w trakcie trwania serii
Witam. Szukam sposobu na program, w ramach którego w trakcie produkcji seryjnej sonda Renishaw będzie automatycznie kontrolowała pewne wymiary detalu, jednak nie ma potrzeby i sensu, żeby to było w każdej sztuce, wystarczy co 10. Czy jest w HH coś takiego jak licznik sztuk ? Czy w grę wchodzą jedynie warunki Q parametrów i nie ma możliwości żeby operator sam co jakiś czas przełączał program.


-
capt.d.
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 6
- Posty: 421
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Re: Automatyczny pomiar detali w trakcie trwania serii
Aloha
Z tego co pamiętam, licznika brak. Nawet gdyby był, to trzeba by pisać na Q parametrach (odczyt/decyzje). Operatorom lepiej nie zostawiać konieczności przełączania programów. Logikę pomiaru można wrzucić do osobnego pliku i wywoływać w razie potrzeby. Można też od razu generować sobie raporty dla poszczególnych pomierzonych sztuk.
Pozdrawiam
Z tego co pamiętam, licznika brak. Nawet gdyby był, to trzeba by pisać na Q parametrach (odczyt/decyzje). Operatorom lepiej nie zostawiać konieczności przełączania programów. Logikę pomiaru można wrzucić do osobnego pliku i wywoływać w razie potrzeby. Można też od razu generować sobie raporty dla poszczególnych pomierzonych sztuk.
Pozdrawiam
Live long and prosper.
-
pawpolSP
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 6
- Posty: 20
- Rejestracja: 01 cze 2018, 18:58
Re: Automatyczny pomiar detali w trakcie trwania serii
Witam.capt.d. pisze: ↑13 sie 2018, 14:22Aloha
Z tego co pamiętam, licznika brak. Nawet gdyby był, to trzeba by pisać na Q parametrach (odczyt/decyzje). Operatorom lepiej nie zostawiać konieczności przełączania programów. Logikę pomiaru można wrzucić do osobnego pliku i wywoływać w razie potrzeby. Można też od razu generować sobie raporty dla poszczególnych pomierzonych sztuk.
Pozdrawiam
Co masz na myśli przez wrzucenie logiki do osobnego pliku ?
Wiem jak mniej więcej miałoby to wyglądać w q parametrach, z raportów tez korzystałem, bardzo ciekawa opcja .
Q parametrów boje się tylko dlatego ze każdy operator na produkcji mógłby coś namieszać przy wznawianiu programu np ze skanowania bloków. Jeszcze w sumie nie wiem co mógłby namieszać, ale ludzie bywają zdolni.
Drugim problemem jest to, może ktoś doradzi, jest to ze nie umiem stworzyć programów łączonych (pgm call) gdy mam program z Cam a, ponieważ generuje podprogramy za M30. A łączony nie może mieć M30, bo kończy program i staje. Która funkcja mogłaby to zastąpić?
-
Pneumokok
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 989
- Rejestracja: 28 gru 2009, 15:56
- Lokalizacja: Miasto nieudaczników
Re: Automatyczny pomiar detali w trakcie trwania serii
A nie można spróbować na początku programu zwiększać licznika o 1 i gdy osiągnie np 10 to wtedy zapodawać program pomiarowy.
np:
BEGIN PGM....
BLK FORM 0.1 Z X Y Z
BLK FORM 0.2 X Y Z
Q1 = Q1+1
Natomiast resetowanie parametru Q1 może następować na koniec programu/podprogramu pomiarowego (Q1 = 0). Nie pamiętam czy w HH jest możliwy skok do konkretnej linii. Jeżeli tak to reset można zrobić w programie głównym bez konieczności wstawiania resetu w programie pomiarowym.
EDIT: Spróbuj bez M30 na końcu ( Sam END PGM), a jak nie pójdzie to M2 albo M17. A nie możesz wywoływać podprogramów przed linią z M30?
np:
BEGIN PGM....
BLK FORM 0.1 Z X Y Z
BLK FORM 0.2 X Y Z
Q1 = Q1+1
Natomiast resetowanie parametru Q1 może następować na koniec programu/podprogramu pomiarowego (Q1 = 0). Nie pamiętam czy w HH jest możliwy skok do konkretnej linii. Jeżeli tak to reset można zrobić w programie głównym bez konieczności wstawiania resetu w programie pomiarowym.
EDIT: Spróbuj bez M30 na końcu ( Sam END PGM), a jak nie pójdzie to M2 albo M17. A nie możesz wywoływać podprogramów przed linią z M30?
Jeżeli pomogłem kliknij pomógł 
-
pawpolSP
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 6
- Posty: 20
- Rejestracja: 01 cze 2018, 18:58
Re: Automatyczny pomiar detali w trakcie trwania serii
Tak generuje postek z cama. Spróbuję jutro m17 jeszcze. Jak zostawię bez M30 to jak leci program i podprogramy tak będzie jeździł frez po zakończeniu.
Właśnie tak jak zaproponowałes myślałem zrobić czyli prosty warunek i wywołanie programu całego. Ale właśnie mam problem z powrotem do głównego programu gdy wywołam taki z Cam a
Właśnie tak jak zaproponowałes myślałem zrobić czyli prosty warunek i wywołanie programu całego. Ale właśnie mam problem z powrotem do głównego programu gdy wywołam taki z Cam a
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Automatyczny pomiar detali w trakcie trwania serii
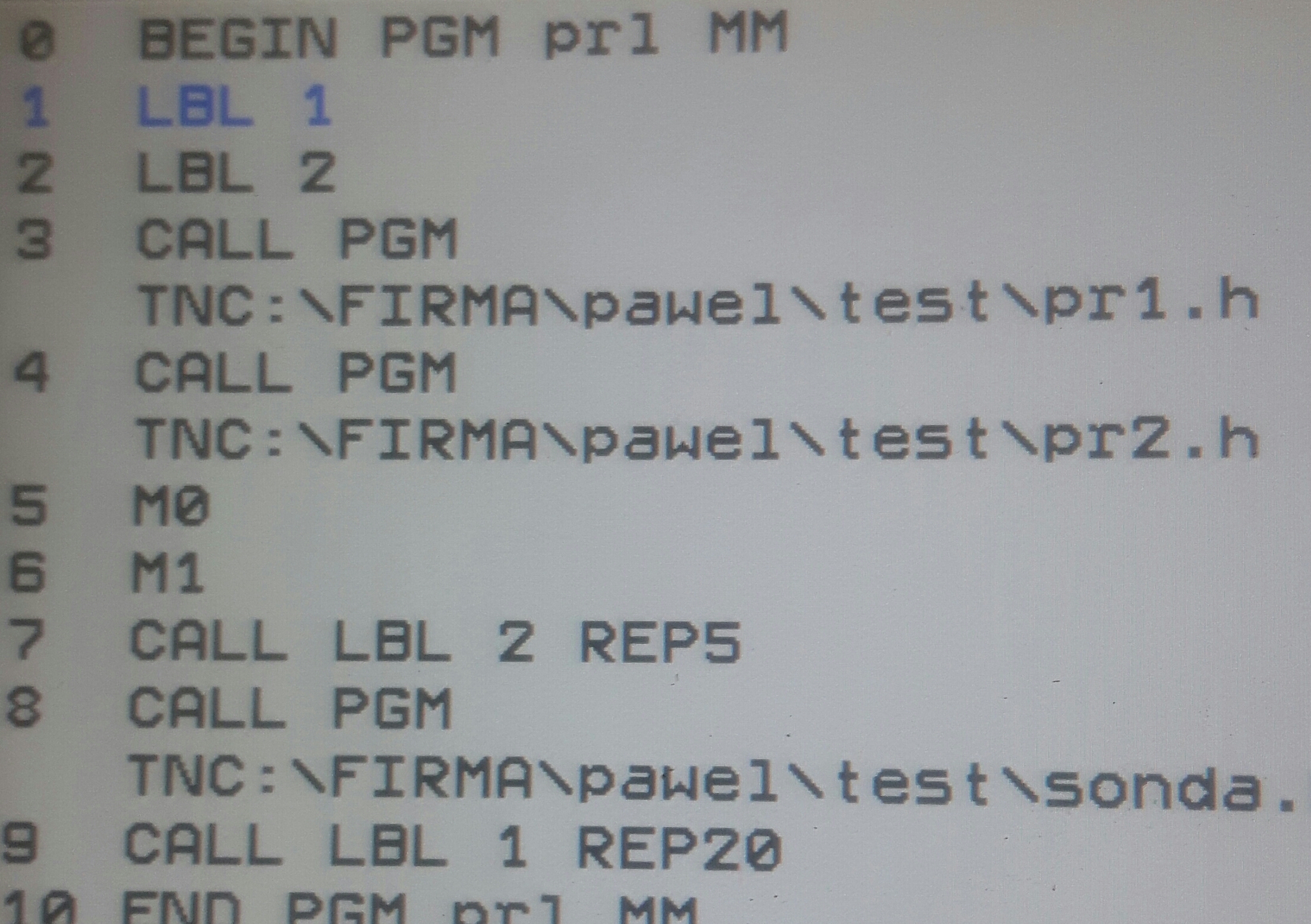
po prostu trzeba uzyć LBL po M30 i if, np if Q1>10 call lbl
LBL0 spowoduje powrót do programu po LBLcall
qwa podstaw brak a chce się budować Kraków...
LBL0 spowoduje powrót do programu po LBLcall
qwa podstaw brak a chce się budować Kraków...
Można?
Morzna!!!
Morzna!!!
-
Pulsdriver
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 1
- Posty: 20
- Rejestracja: 23 sty 2015, 15:21
- Lokalizacja: Małopolska
Re: Automatyczny pomiar detali w trakcie trwania serii
Jest licznik sztuk M81 go włącza a M80 zeruje,
Ilosc sztuk pokazuje nad zegarkiem obok wartości obrotów.
Ilosc sztuk pokazuje nad zegarkiem obok wartości obrotów.
-
capt.d.
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 421
- Rejestracja: 25 lut 2016, 19:23
- Lokalizacja: Tarnowskie Góry
Re: Automatyczny pomiar detali w trakcie trwania serii
Aloha
Teraz mi się przypomniało, że na 530 stosowałem własne rozwiązanie a na 630 już był w sterowaniu.
Obie maszyny tego samego producenta, różnica dwóch lat w produkcji.
Wartość musi przeżyć M2 więc musi być albo zapisana do tabeli albo do parametru QR.
Pozdrawiam.
Teraz mi się przypomniało, że na 530 stosowałem własne rozwiązanie a na 630 już był w sterowaniu.
Obie maszyny tego samego producenta, różnica dwóch lat w produkcji.
Wartość musi przeżyć M2 więc musi być albo zapisana do tabeli albo do parametru QR.
Pozdrawiam.
Live long and prosper.