")
Dzisiaj przedstawie wykonanie szlifierki do freza tarczowego. A raczej frezów o dwóch rozmiarach.
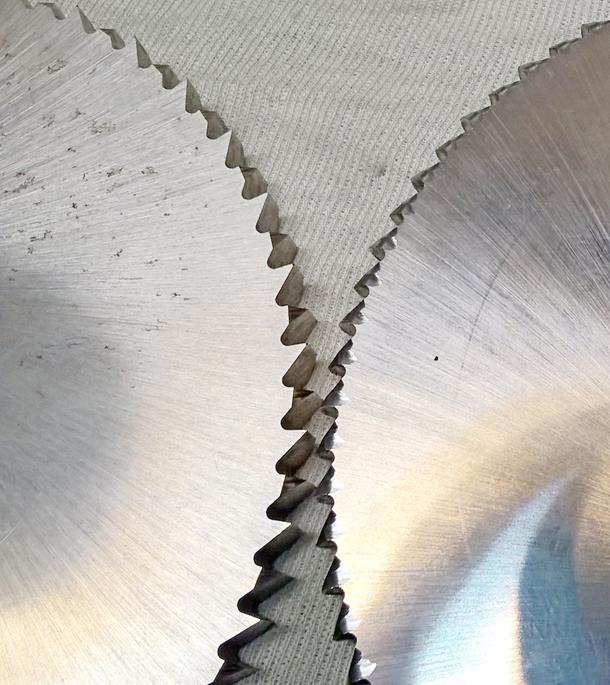
Jeden to NFTe 125x6/80-II oraz drugi NFTe 80x5/64-II. Dlaczego tylko tych dwóch.
Dostałem do wykonania końcówki widełkowe z pręta sześciokątnego S11. Od czoła po osi pręta jest zrobione wybranie na gł. 22mm. Szczelina ma grubość odpowiednio 6mm i 5mm. Dno rowka ma mieć zakończenie po promieniu, odpowiednio R3 i R2.5 mm. I tu był problem. Nie znalazłem w internecie na All...o i O.X frezów o podobnych wymiarach, z dużą ilością zębów i robiących rowek z promieniem.
Zakupiłem więc frezy podane wyżej, i rozpocząłem poszukiwania zakładu usługowego by je przeostrzyć.
Frezy marki GLOBUS z Bielska- Wapienicy. Udałem się tam i panowie rozłożyli ręce. Nie ma takiej możliwości. Następna firma wykonująca narzędzia, posiadająca ogromny park maszynowy. Nie ma takiej możliwości. I kilka innych. To samo.
Postanowiłem się zmierzyć z tym tematem zgodnie z powiedzeniem. Umiesz liczyć to licz na siebie.
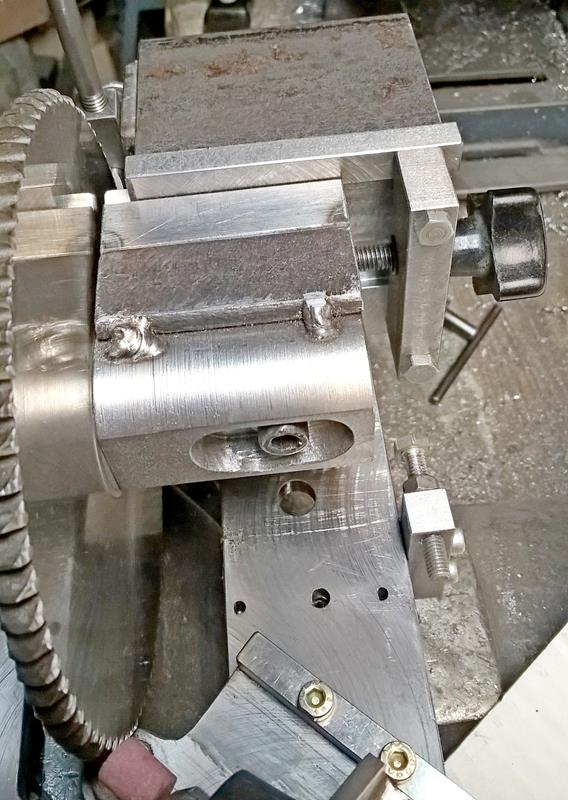
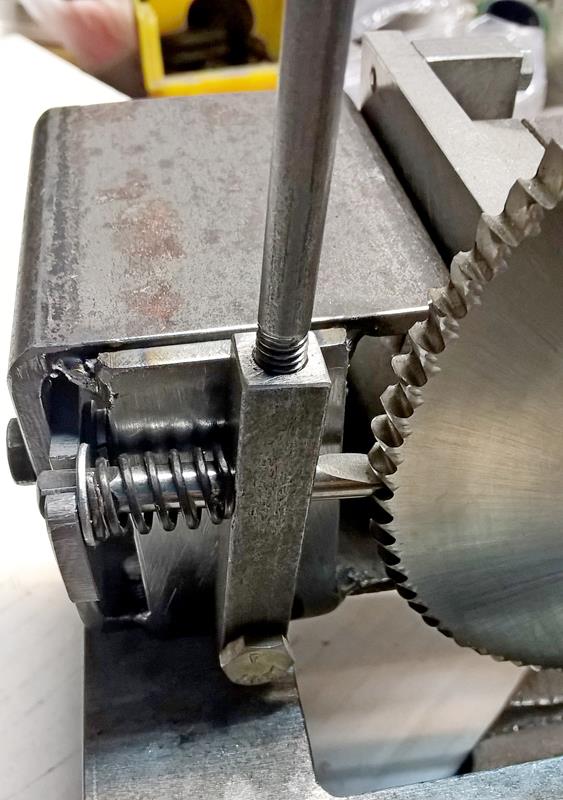
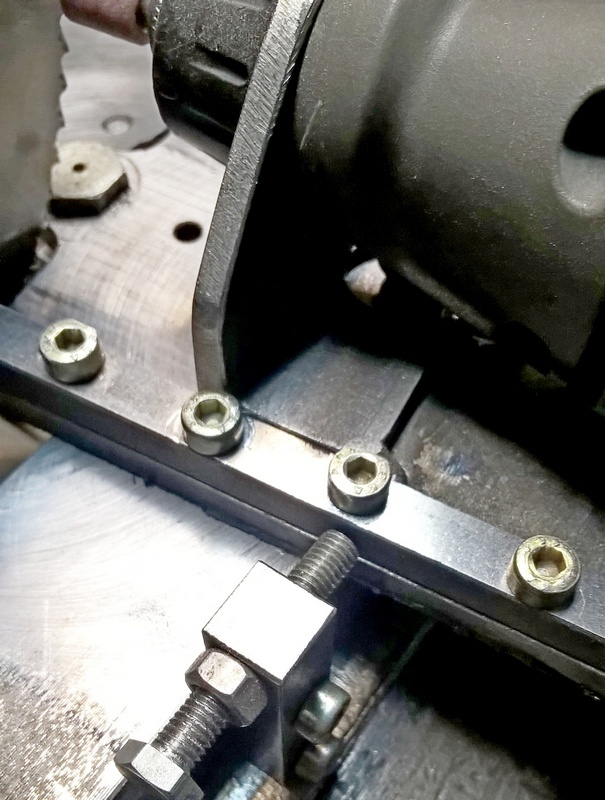
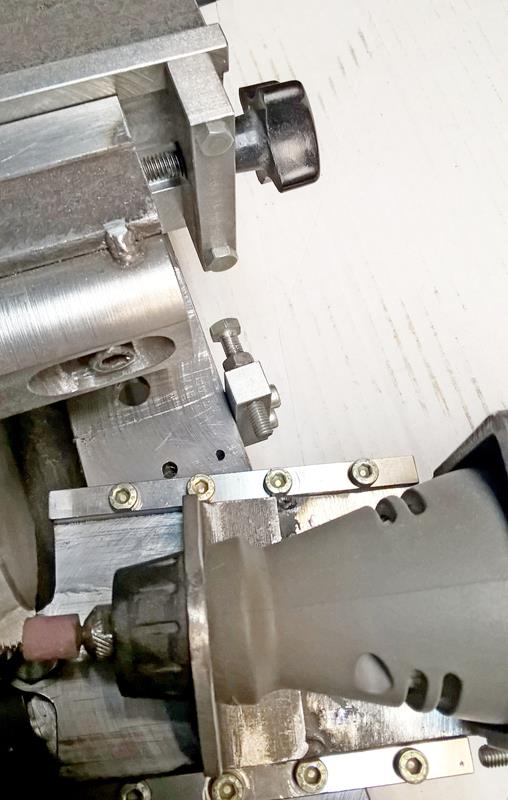
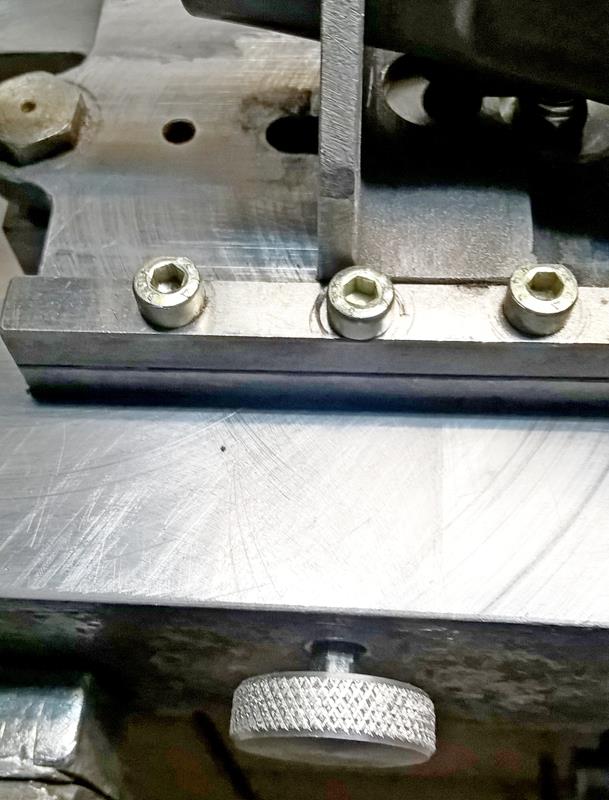
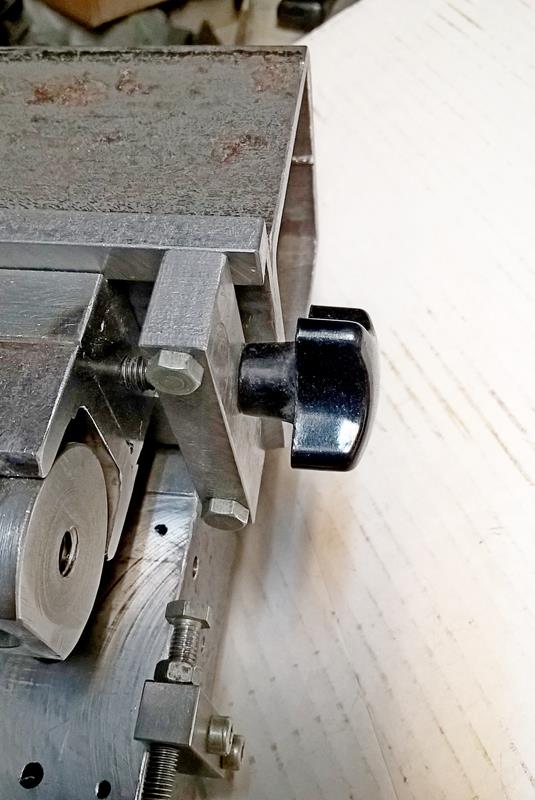
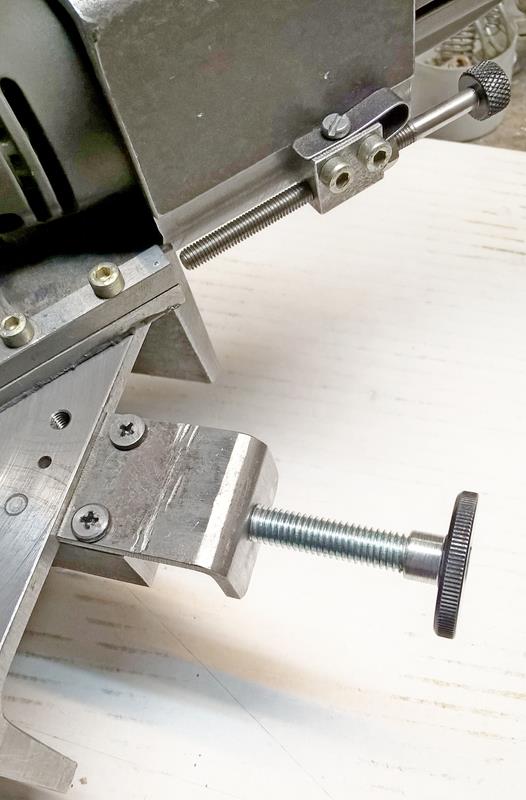
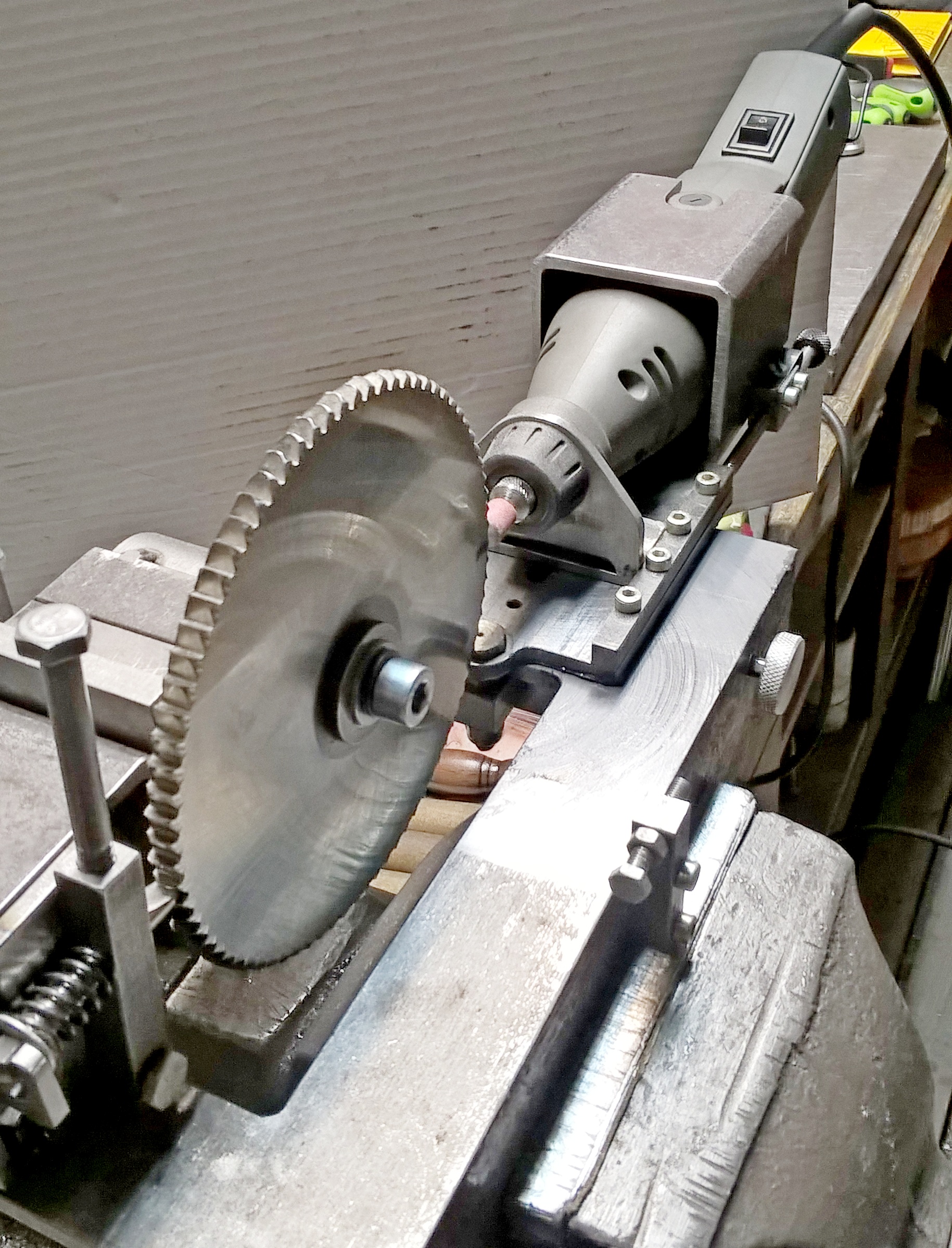
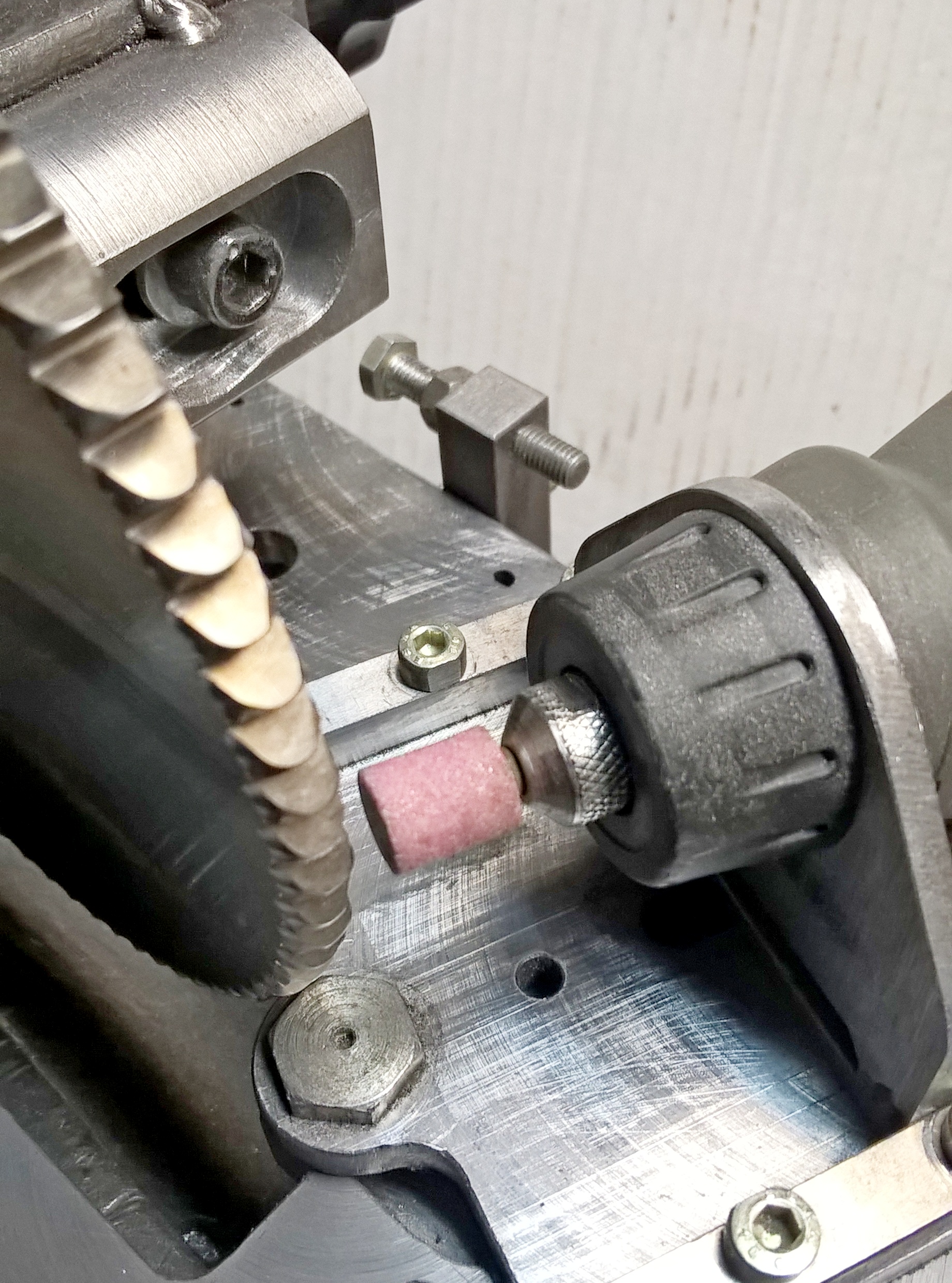
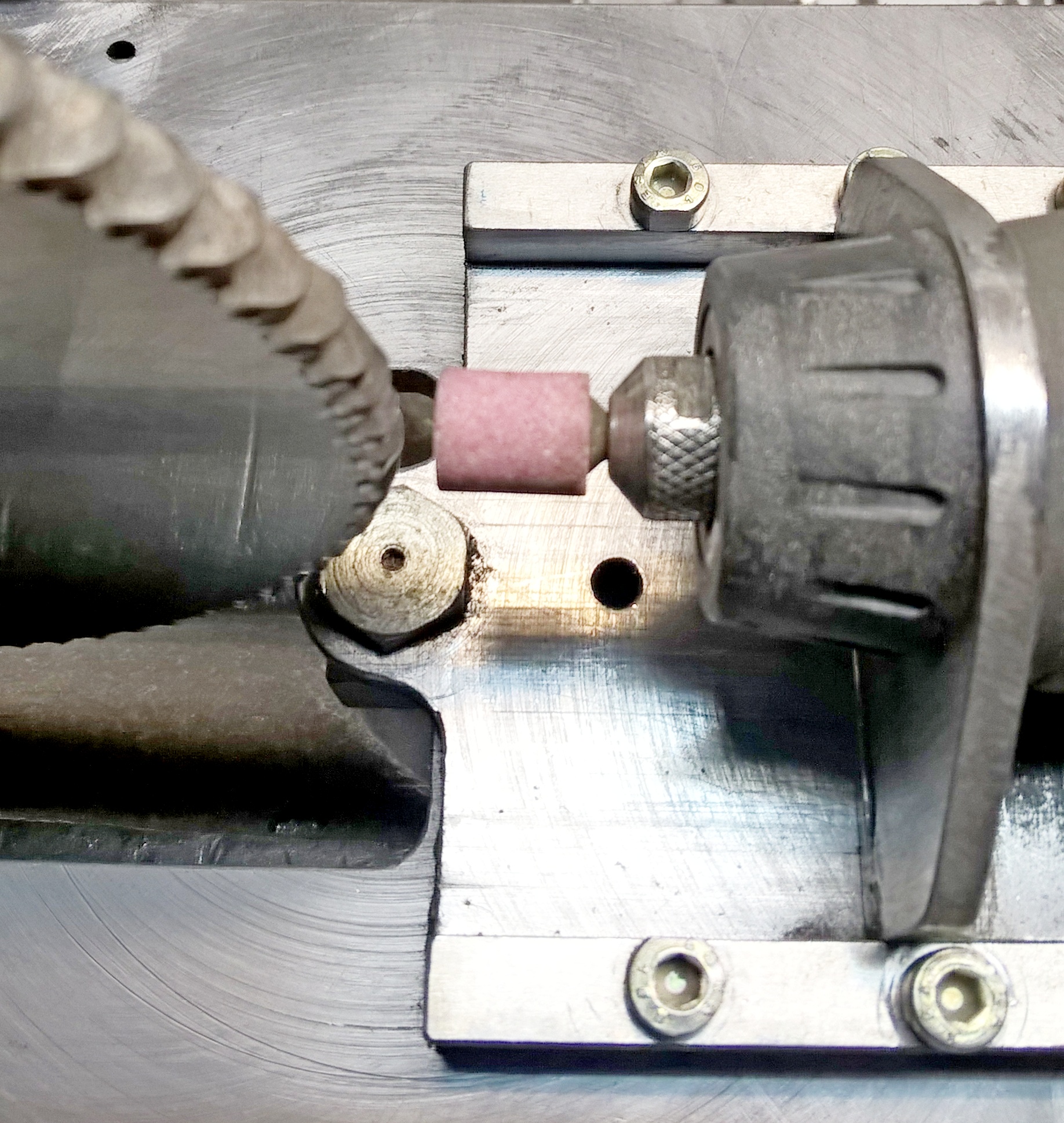
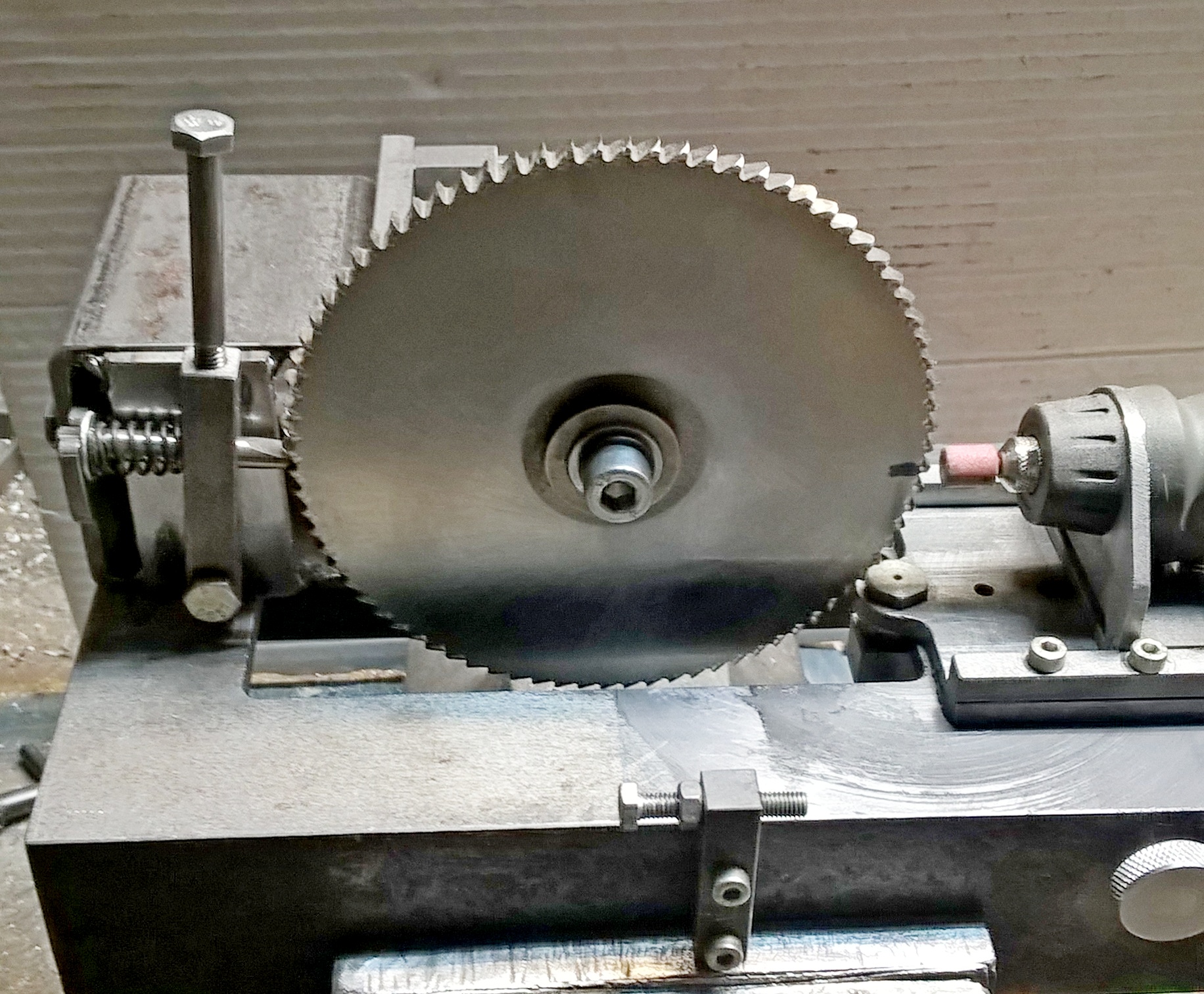
Ponieważ frezy mają gęste uzębienie 80 i 64 zęby i tu był problem z ostrzeniem. Usunięcie co drugiego zęba nie wchodziło raczej w rachubę. Jako bazy użyłem popularnej szlifierki modelarskiej. Posiada duże obroty i jest w miarę mała. Podstawa urządzenia to ceownik. Reszta to kawałki profila stalowego 50x50mm oraz inne kawałki metalu, śruby pokrętła itp. Urządzenie zdało dzisiaj egzamin na 5.
Frez został przeostrzony i wykonałem pierwsze próbne frezowania. Urządzenie ma regulację we wszystkich osiach by można było ustawić kamień szlifierki w odpowiednim położeniu. Prace były wykonywane z marszu, i nie mam żadnego szkicu i rysunku. Po prostu do kawałka ceownika dorabiałem kolejne elementy.
Poniżej garść zdjęć. Niestety forum w nowej wersji działa u mnie TRAGICZNIE. Wrzucenie jednego obrazka trwa ponad 5minut. Podgląd jeszcze dłużej.




")