



Ja założyłem 12 bo więcej tym trepanakiem by nie zrobiłrc666 pisze: Jaki gleboki ten otwor??
Problem z wiorami przy wierceniu


-
 viper
viper
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 8
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
skoro rozbija otwór to masz prawdopodobnie przesunięty środek wiertła albo nierówne wysokości ostrzy czyli mówiąc w prost źle naostrzone. Fachowe wyprowadzenie geometrii wiertła, szczególnie jeżeli się go skraca jest bardzo istotne- zbliżając się do chwytu środek wiertła staje się coraz grubszy i gorzej jest odpowiednio naostrzyć ścina.blasterpl pisze:A no dlatego , ze wiertlem HSS rozbija otwór
Jeżeli już ewidentnie nie dajecie rady to dlaczego go po prostu nie zeszlifować na mniejszy wymiar powiedzmy 17,7 ? I wtedy rozbije Ci np. na 18,1 Liczą się proste rozwiązania.
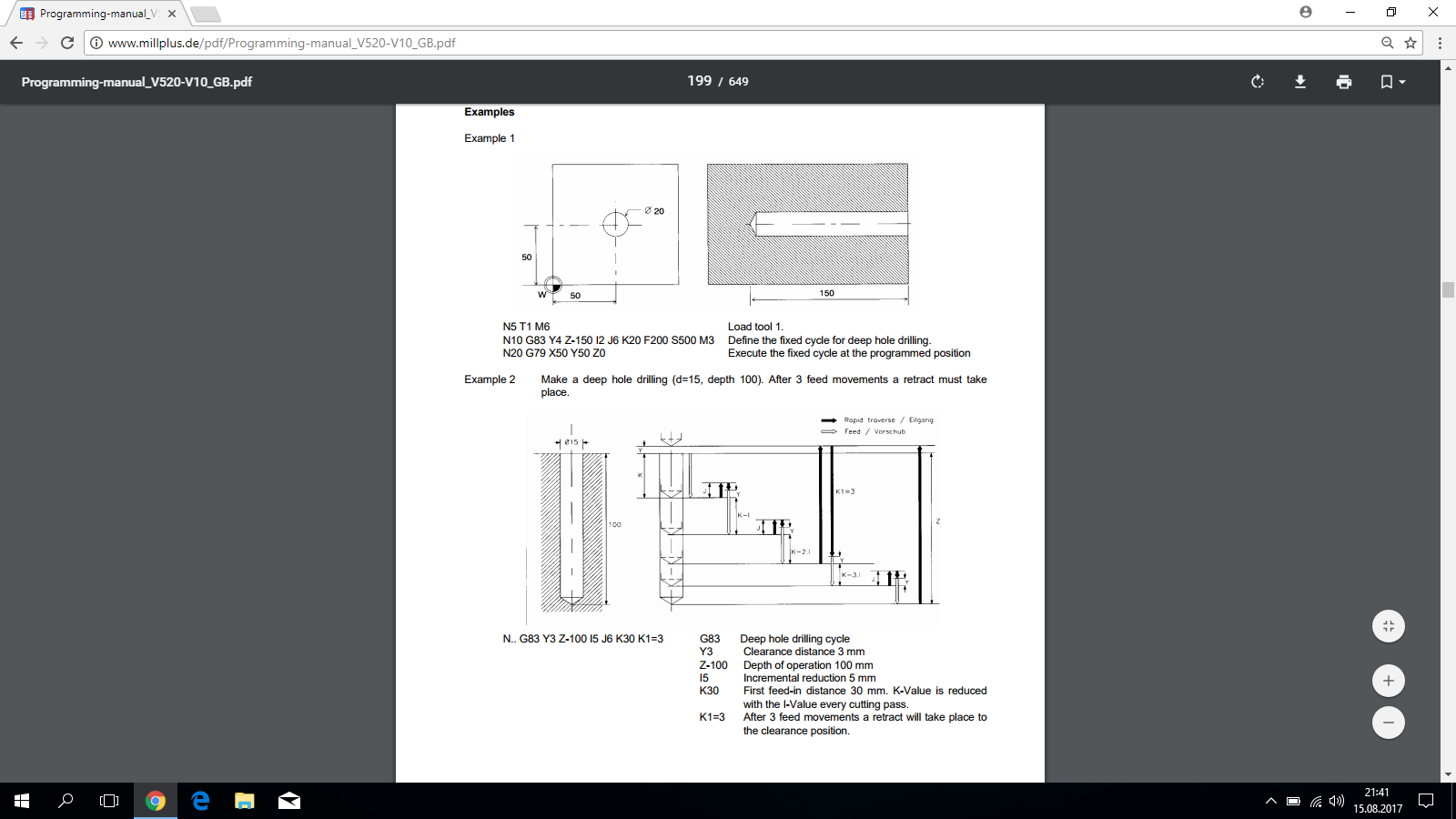
Co do samego problemu kodu G83 to zagłębiłem się trochę w temat i pobrałem jakąś dokumentację do Millplus. Kod G83 to jest dokładnie to o co mi chodziło. Tylko że, drogi panie wygląda na to że, go źle napisałeś
G83 Y3 Z-21 I2 J0 K10 B100 F80 S700 M3
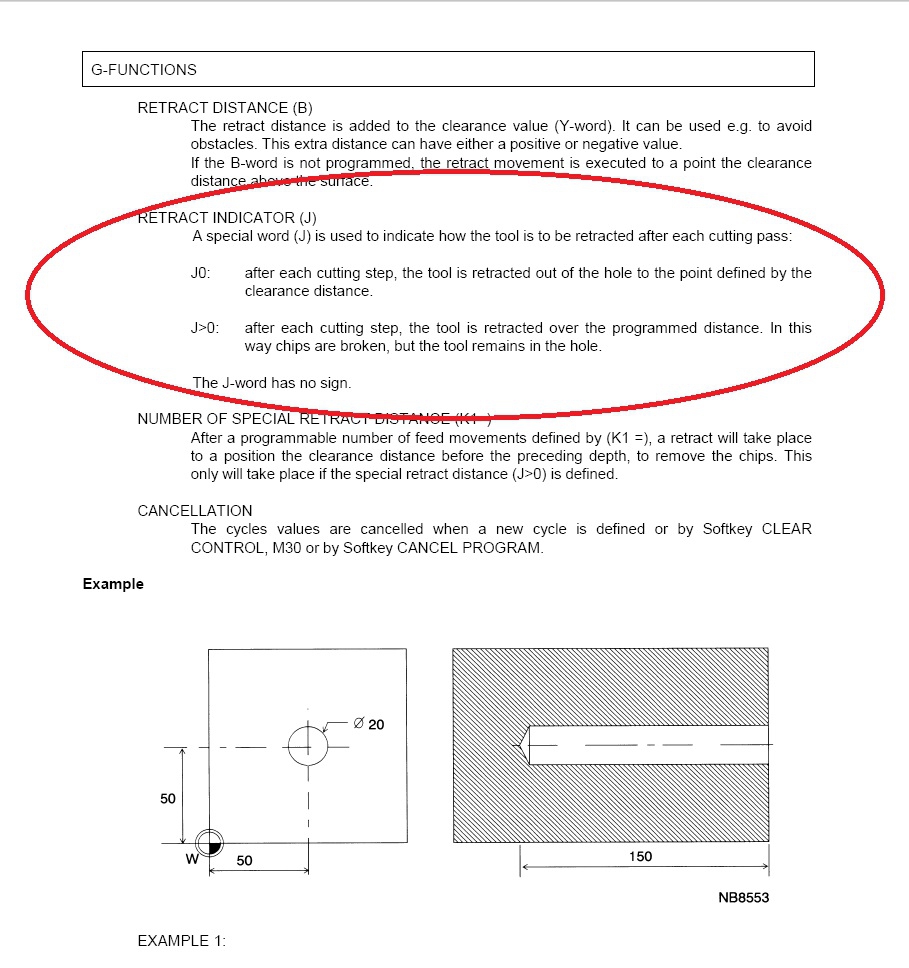
z J0 zrobiłeś błąd bo wg tego co mam to J jest to wartość o jaką wiertło odskakuje szybkim posuwem od materiału w celu złamania wióra. Czyli jak masz J0 to odskakuje o 0 czyli nic i w efekcie nie łamie wióra.
Wpisz G83 Y3 Z-21 I2 J0.2(lub więcej) K10 B100 F80 S700 M3
I2 można sobie darować bo głębokość 21mm raczej głęboka nie jest
Ja bym to zrobił tak :
(wiertło fi17,7 HSS)
G83 Y3 Z-21 I0 J0.2 K11 B100 F67 S450 M3 jak się nie mylę... nie znam Twojego sterowania.
na jakie płytki??blasterpl pisze:Zamówiłem wiertło składane ale to dotrze do mnie dopiero na następną partie.
Ostatnio zmieniony 15 sie 2017, 17:54 przez viper, łącznie zmieniany 1 raz.
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 8
- Posty: 1679
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Sorry, myślałem, że to HAAS.blasterpl pisze:A pewnie ze mam G73
G72/G73: Usunięcie/aktywacja powiększenia/pomniejszenia lub odbicia lustrzanego
.
Napisz kto to wymyślił. Kierownik, technolog, majster, operator czy ochroniarz?blasterpl pisze:Priorytetem dla mnie jest aby zrobić operacje jak najszybciej (wiercenie a potem rozwiercanie odpada). [...] Wiec teraz robię trepanacyjnym
PS
Co do czasu, to wiercąc czymkolwiek do fi15 masz taki sam czas, dochodzi tylko powiercanie - minuta?
Obstawiam, że jest to niewiele więcej niż czas poświęcony na wydrapywanie tych kłębów. Dodatkowo cena, bo ten trepanator zaraz Ci strzeli jak mu dodasz trochę posuwu/drgań.
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 16245
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Większość otworów robimy w ten sposób i dobrze dobrany frez+parametry robi to nawet szybciej.ak47 pisze: a czasowo wypadnie nie wiele dłużej.
Wiertłem to się robi otwory długie.
Automat z filmiku też by tak robił ale nie pomyślałem o tym w fazie projektu.
Otwór z przykładu kolegi pewnie bym robił razem z frezowaniem płaskiego.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 10
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
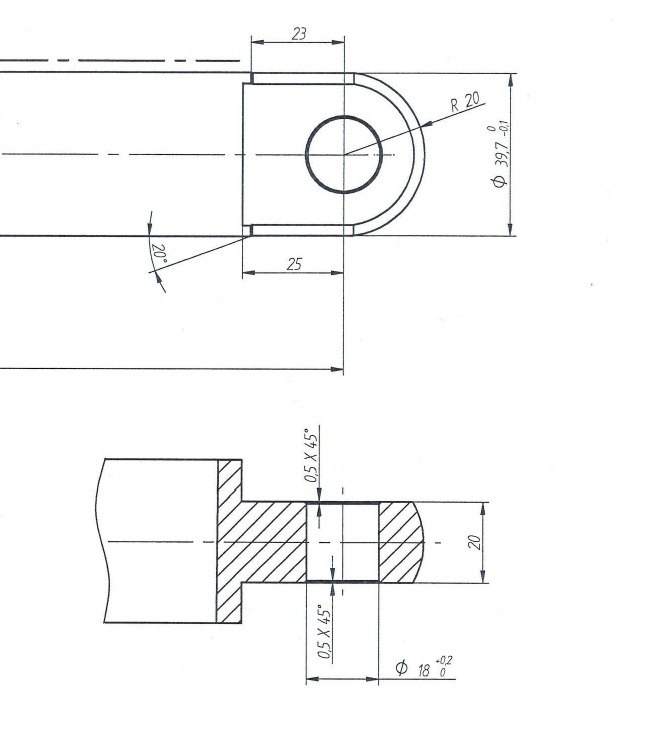
W G83 parametr J wartość 0 to wyjazd do pozycji startowej (po za otwór) , wartość J 1 , 2 , 3... to wyjazd o ta wartość do góry w Z (bez wyjazdu po za otwór). Otwór ma głębokość 20mm. Walcze z wiertlem bo taki był pierwotny zamiar(wiercenie na tokarce i w ogóle obróbka całego detalu z jednego mocowania) ale jeśli będę miał to robić na frezarce to rzeczywiście lepiej będzie przejść na freza i po spirali. Wiertło HSS rozbijało niezależnie czy było skracane i ostrzone czy nowe (na frezarce). Wiertlo składane kupiłem na płytki WCMX030208.
-
MaciejDlugosz
- Posty w temacie: 4
Re: Problem z wiorami przy wierceniu
Trzeba zaszilfować w wiertle krawędź skrawającą żeby powstał tzw. "łamacz wióra" i nie będzie wtedy żadnej wstęgi przy wierceniu:blasterpl pisze:Jak koledzy sobie radzą z owijającymi się dookoła wiertla wiórami
Przewiń do ---> 03:20
[youtube][/youtube]
-
viper
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 8
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
 zrzut z dokumentacji chyba do Twojego systemu. Czy tak masz w swojej dokumentacji?? Tu ewidentnie J to jest to co mówiełem
zrzut z dokumentacji chyba do Twojego systemu. Czy tak masz w swojej dokumentacji?? Tu ewidentnie J to jest to co mówiełemto co na filmie to jest "uwalnianie ścina" aby wiertło m.in szło lekko, u mnie dość podobnie ostrzy się wiertła ale żeby miało to zapobiec zwijaniu wiórów to dla mnie jest bujda... u mnie wierci się otwory idące w milionach rocznie i ten temat musiałem skutecznie rozwiązać ale jedyne co było najskuteczniejsze to właśnie cykl. W końcu ktoś po coś ten cykl wymyśliłMaciejDlugosz pisze: Trzeba zaszilfować w wiertle krawędź skrawającą żeby powstał tzw. "łamacz wióra" i nie będzie wtedy żadnej wstęgi przy wierceniu:
Nawet w wiertłach składanych zdarza się że, zwija i wtedy co? coś tam szlifować ? używa się cyklu łamania wióra...
ludzie co z wami
[ Dodano: 2017-08-15, 22:21 ]
zwróciłem uwagę jeszcze raz na film. Jest tam rzeczywiście profilowany łamacz oprócz szlifowania ścina ale zwijać będzie wiertło i tak.
-
MaciejDlugosz
- Posty w temacie: 4
Coś Ci się pomyliło. Pocienianie rdzenia (a przy okazji ścinu) może dokonywać się:viper pisze:to co na filmie to jest "uwalnianie ścina" aby wiertło m.in szło lekko, u mnie dość podobnie ostrzy się wiertła ale żeby miało to zapobiec zwijaniu wiórów to dla mnie jest bujda...MaciejDlugosz pisze: Trzeba zaszilfować w wiertle krawędź skrawającą żeby powstał tzw. "łamacz wióra" i nie będzie wtedy żadnej wstęgi przy wierceniu:
a) przez zaszlifowanie od powierzchni przyłożenia - zmniejszenie siły poosiowej
b) przez zaszlifowanie od powierzchni natarcia - korekta kąta natarcia oraz zrobienie łamacza wióra
Wersja pokazana na wideo pokazuje zaszlifowanie od strony powierzchni natarcia i wiór uderza o "łamacz wióra".
W wiertłach składanych jesteś na sznurku producenta jeśli nie masz pojęcia o geometrii. Jeśli wiertło składane nie ma łamacza wióra to dostaniesz poradę by kupić płytkę...






