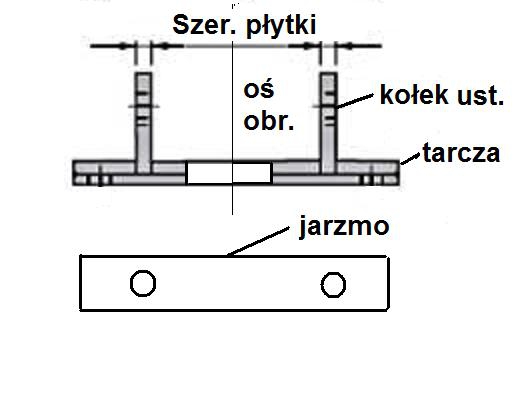
Tolerancje są dość duże, więc ja bym zrobił przyrząd (tarczę krepującą detal) mocowany w uchwycie tokarskim z lewymi szczękami (lub zataczanymi dla minimalizacji bicia):
- nie określił kolega gdzie ma być ten otwór w płaskowniku: na środku długości czy przesunięty, bo to określa wielkość tarczy krępującej - jak na środku długości to wystarczy tarcza ø100mm z otworem w środku (na wiertło), i z kołkami ustalającymi wiercony detal do osi wiercenia. Przynajmniej po 2 na dłuższych bokach, plus jeden oporowy na krótszym (określający ustawienie długości detalu do osi).
Do tego 2 jarzma (płytki) dociskowe. Przedłużone kołki ustalające na dłuższych bokach detalu z nagwintowanymi końcami mogą służyć zarazem jako szpilki jarzma dociskającego - detal wsuwamy w "kieszonkę" między kołkami a jarzmem od góry, do kołka oporowego, i dociskamy)
coś w tym stylu..
Lub do mocowania w uchwycie z prawymi szczękami:
- z drugiej strony tarczy krepującej wspawany/wkręcany drążony czop (do łapania w szczęki uchwytu tokarki)
Wykonanie tej wersji zaczął bym od wspawania czopu w krążek tarczy, potem planowanie, wiercenie, i reszta.
(Albo wytoczył jako całość z odp pucka -ale trochę szkoda materiału).
Obroty raczej nie będą duże, wiec nierównomierność masy można pominąć albo przykręć/przyspawać przeciwwagę.
Albo zamiast robić tarczę, wykorzystać do tego oryginalna tarczę tokarki (jeśli jest).
Pod kołki ustalające czy łapy można w niej powiercić i nagwintować otwory w odp miejscach.





")



")
")







