



Wiercenie kształtowników
-
gruby_11
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 09 lis 2012, 00:25
- Lokalizacja: Tranów
Wiercenie kształtowników
Witam Panowie, mam problem z którym borykam się już od pewnego czasu, mam za zadanie wiercić rurę kwadratową (czyli kształtownik 120mmx120mm ścianka 8mm) z jednego zamocowania przez dwie ścianki, otwory 16mm i 20mm. Problem tkwi w tym że wiertła są długie a mają małe średnice i co za tym idzie ściąga je przy wchodzeniu i szybko się wykruszają ( pierwszą ściankę mogę nawiercić ale drugiej już nie) najlepiej idą wiertla guehring'a z pilotem ale ilość zrobionych otworów nie jest satysfakcjonująca. Już w kilku firmach pytałem o wiertla składane i nie produkują wierteł takich długościach a najzwyklejsze wiertła HSS odpadają. Może ktoś z was spotkał się już z takim problemem, bardzo proszę o pomoc.
Tagi:


-
acetylenek
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
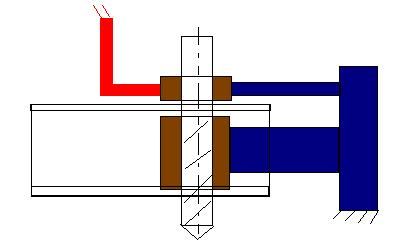
Może tuleje prowadzącą przed profilem (tulejka mocowana na sztywno) a jeśli to za mało tulejka prowadząca w środku profilu (mocowanie w wersji czerwonej lub niebieskiej). Tulejka powinna być twarda żeby się nie zużywała. Jak jest duża odległość to tuleja wewnętrzna może być problematyczna ale nie niemożliwa wykrojniki do profili jakoś sobie radzą.

")
-
gruby_11
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 09 lis 2012, 00:25
- Lokalizacja: Tranów
Niestety acetylenek nie mam możliwości zastosować takich tulejek prowadzących gdyż są to profile długie od 2 do 4 metrów, nie mniej jednak dzięki za podpowiedź  Odpowiedź tuxcnc pominę. A co do wierteł o których mówi spawtech całkiem podobne już testowaliśmy, nie dokładnie tej firmy ale z SUMITOMO ELECTRIC i z Sandvika , owszem tymi wiertlami fajnie się wierci w pełnym materiale ale w profilu otwór jaki daje to wiertło był nie do przyjęcia. A Ty wierciłeś dokładnie takim w profilu?
Odpowiedź tuxcnc pominę. A co do wierteł o których mówi spawtech całkiem podobne już testowaliśmy, nie dokładnie tej firmy ale z SUMITOMO ELECTRIC i z Sandvika , owszem tymi wiertlami fajnie się wierci w pełnym materiale ale w profilu otwór jaki daje to wiertło był nie do przyjęcia. A Ty wierciłeś dokładnie takim w profilu?
-
spawtech
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 251
- Rejestracja: 15 lut 2007, 20:49
- Lokalizacja: 123
Do pracy w kształtownikach używam generalnie trepanacyjnych,przewiercałem mniejsze przekroje,wtedy wystarczały Hard-Line 110 www.karnaschpolska.pl spokojniejsza praca,mniejsze obciążenie dla maszyny.

-
gruby_11
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 3
- Rejestracja: 09 lis 2012, 00:25
- Lokalizacja: Tranów
Re: Wiercenie kształtowników
Żaden magiczny profil ale nie po to kupuje się nową maszynę CNC żeby wiercić takimi wiertłami. Trzeba przyspieszać produkcje a nie ja spowalniać. To nie są pojedyncze detale.absynt_ pisze:A cóż to za magiczny profil że odpadają?gruby_11 pisze: a najzwyklejsze wiertła HSS odpadają.
Próbowałem wiertło Guhringa z pełnego węglika ostrzone na pilota i takie idzie najlepiej.BYDGOST pisze:Może to być kwestia zaostrzenia wiertła a zwłaszcza podcięcie łysinki? Korzystałeś tylko z nowych wierteł czy z ostrzonych też?
-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Wiercenie kształtowników
A możesz napisać z jakimi parametrami wiercisz teraz?gruby_11 pisze:ale nie po to kupuje się nową maszynę CNC żeby wiercić takimi wiertłami. Trzeba przyspieszać produkcje a nie ja spowalniać. To nie są pojedyncze detale.
I napisz jaka maszyna.






