")
Witam
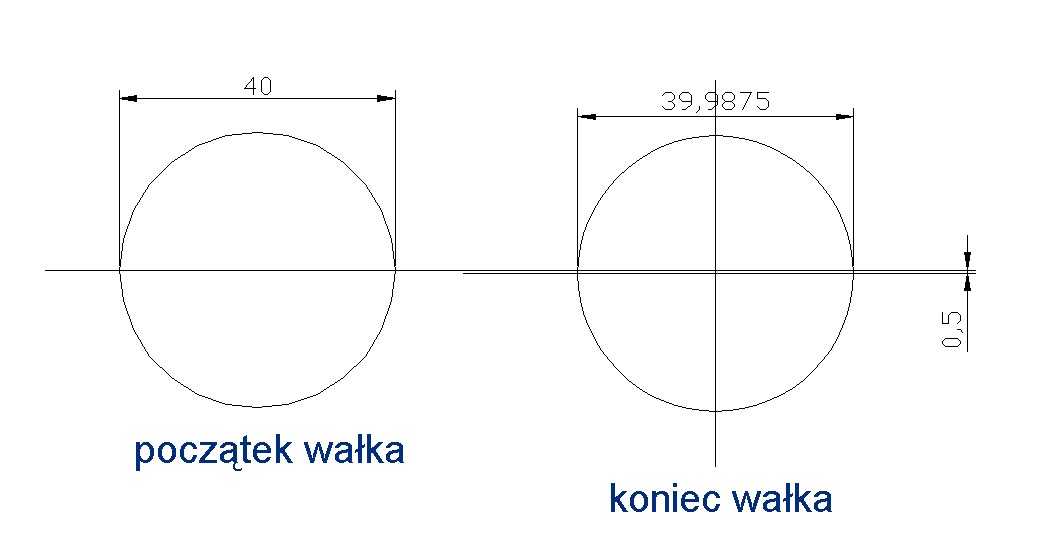
Próbuje wytoczyć wałek o długości 600mm na tokarce i nie mogę zrozumieć jednej rzeczy: mianowicie wiadomo, że jeżeli konik nie będzie dobrze ustawiony ,czyli jego odleglośc od noża będzie inna niż przy wrzecionie to przy toczeniu wałka uzyskamy zamiast walca Stożek rozbieżny albo zbieżny w zależności od tego w którym miejscu znajduje się kieł podpierający wałek.
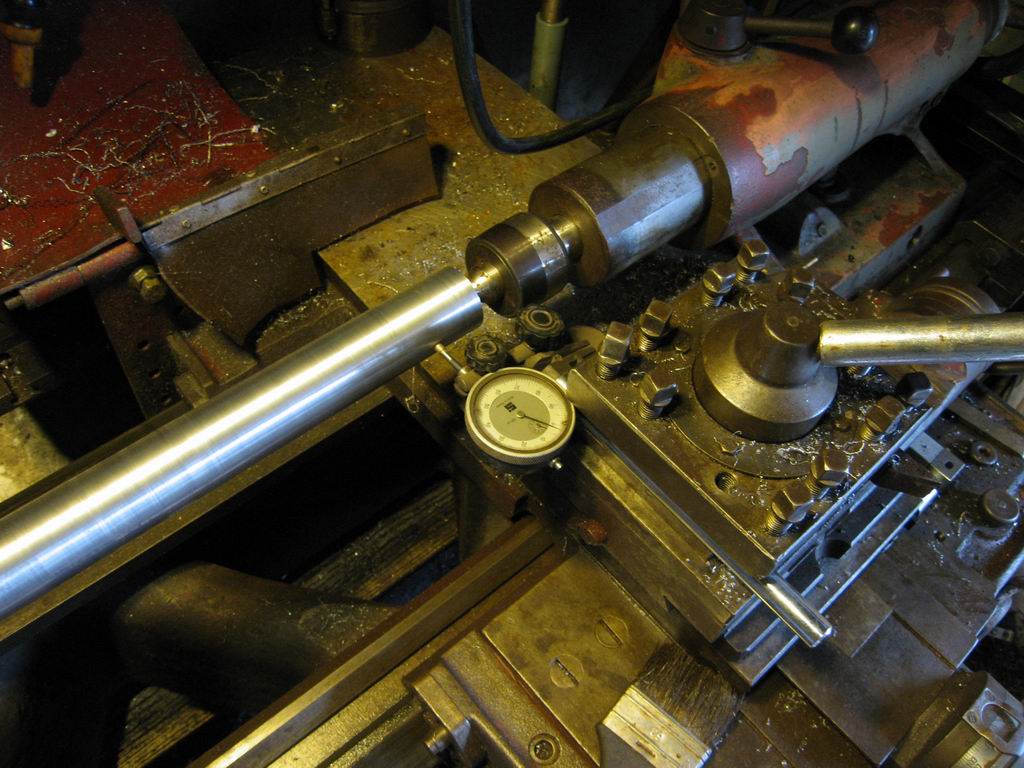
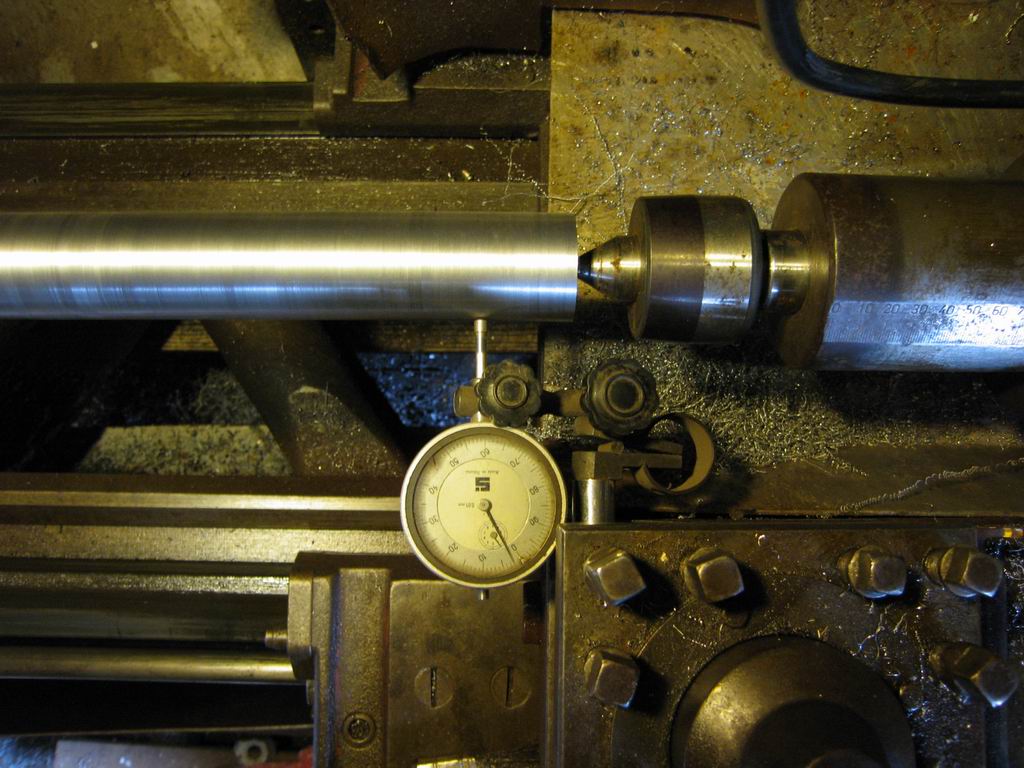
Mój problem polega na tym że jak mierzę zegarem odległość noża od powierzchni wałka to błąd jest na granicy 2 setek co widać na zdjęciu bo przy uchwycie zegar wskazuje 0. Teoretycznie po przetoczeniu zbierając wiór ok 0,05mm zwałka o średnicy 40mm powinienem na Końcach uzyskac jednakowy wymiar, niestety tak nie jest i różnica jest 10 razy większa i wynosi 0,2mm
Czy ktoś ma jakiś pomysł dlaczego zegarem błąd wychodzi 2 setki a podczas toczenia wychodzi 0,20mm.


")